
































Langsam kann man schon erkennen was es werden soll.




Update:
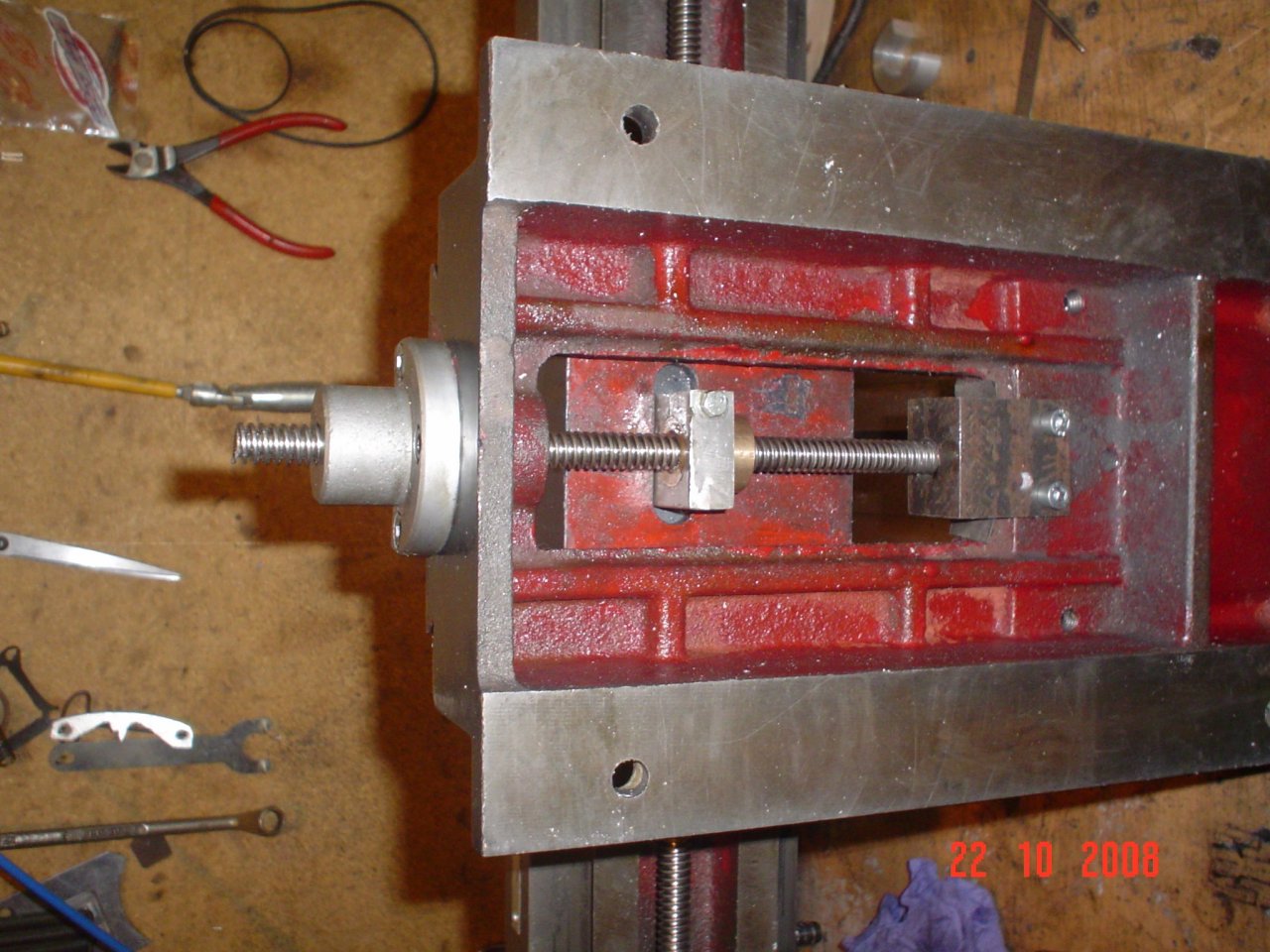
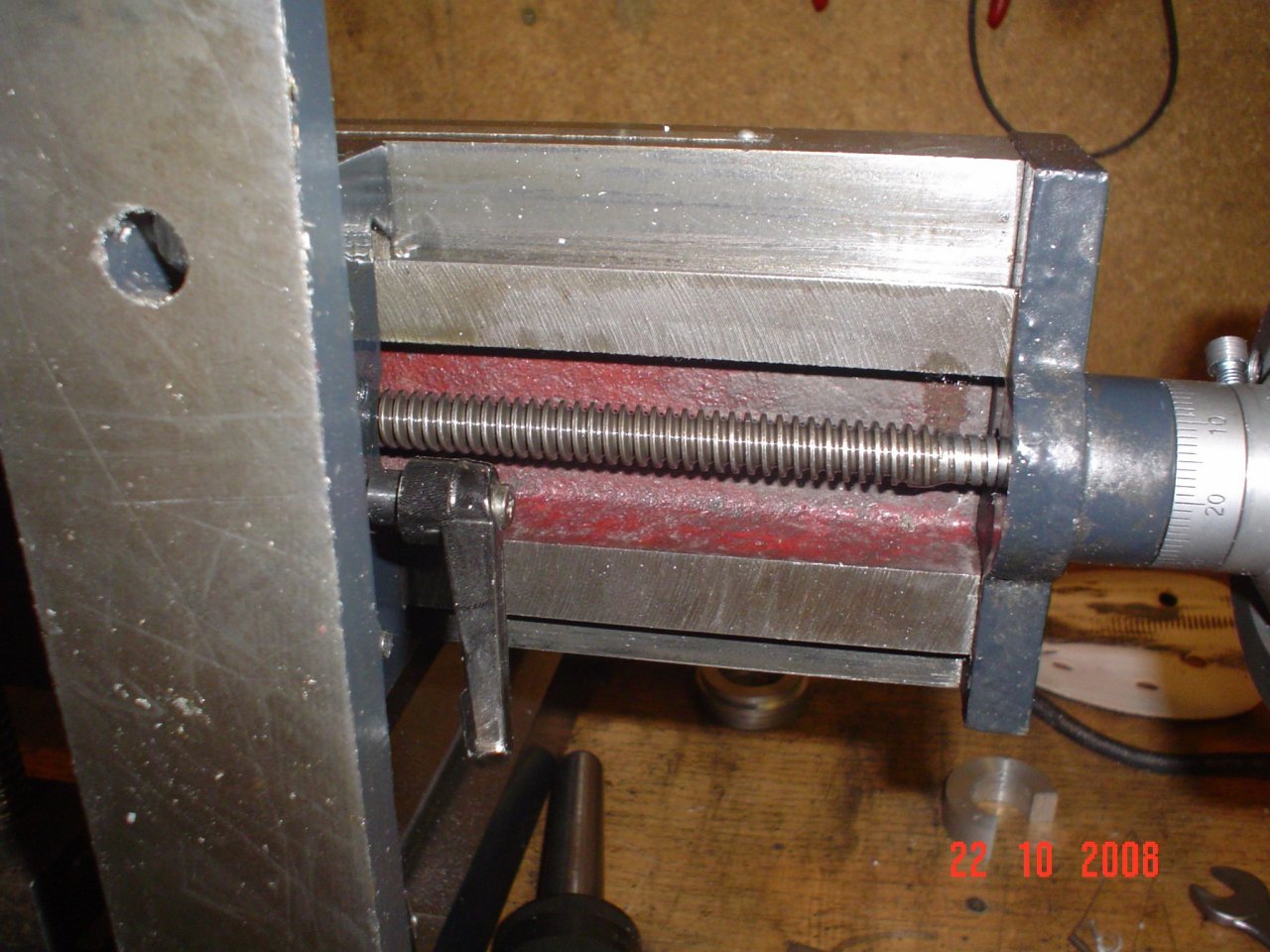
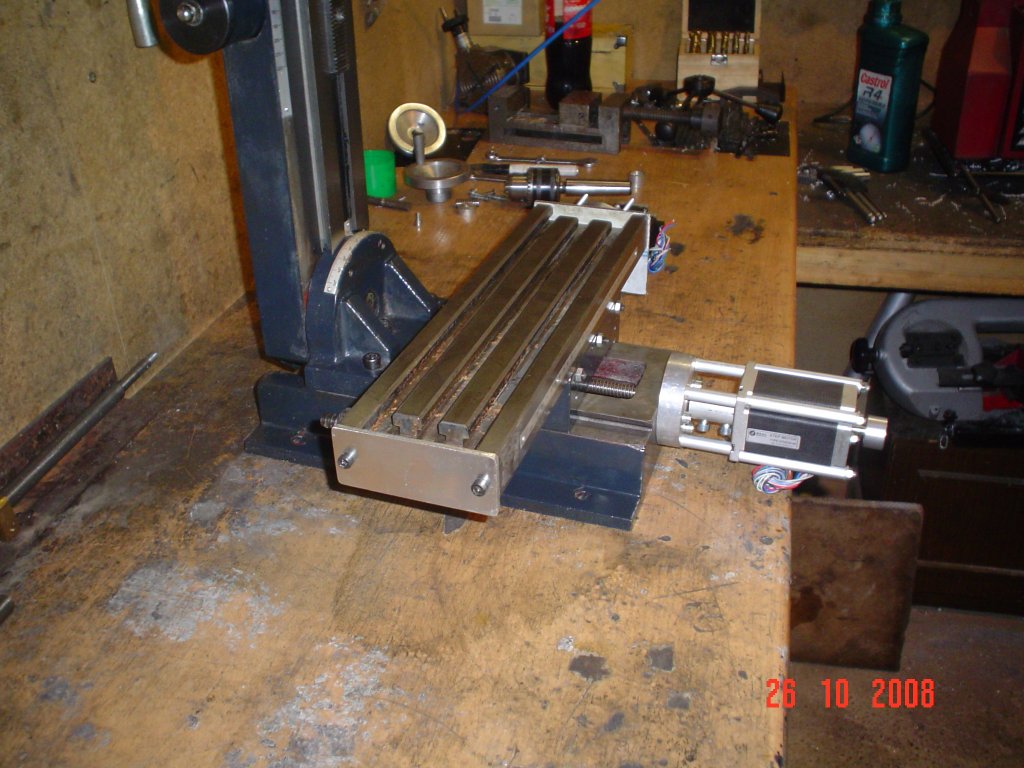
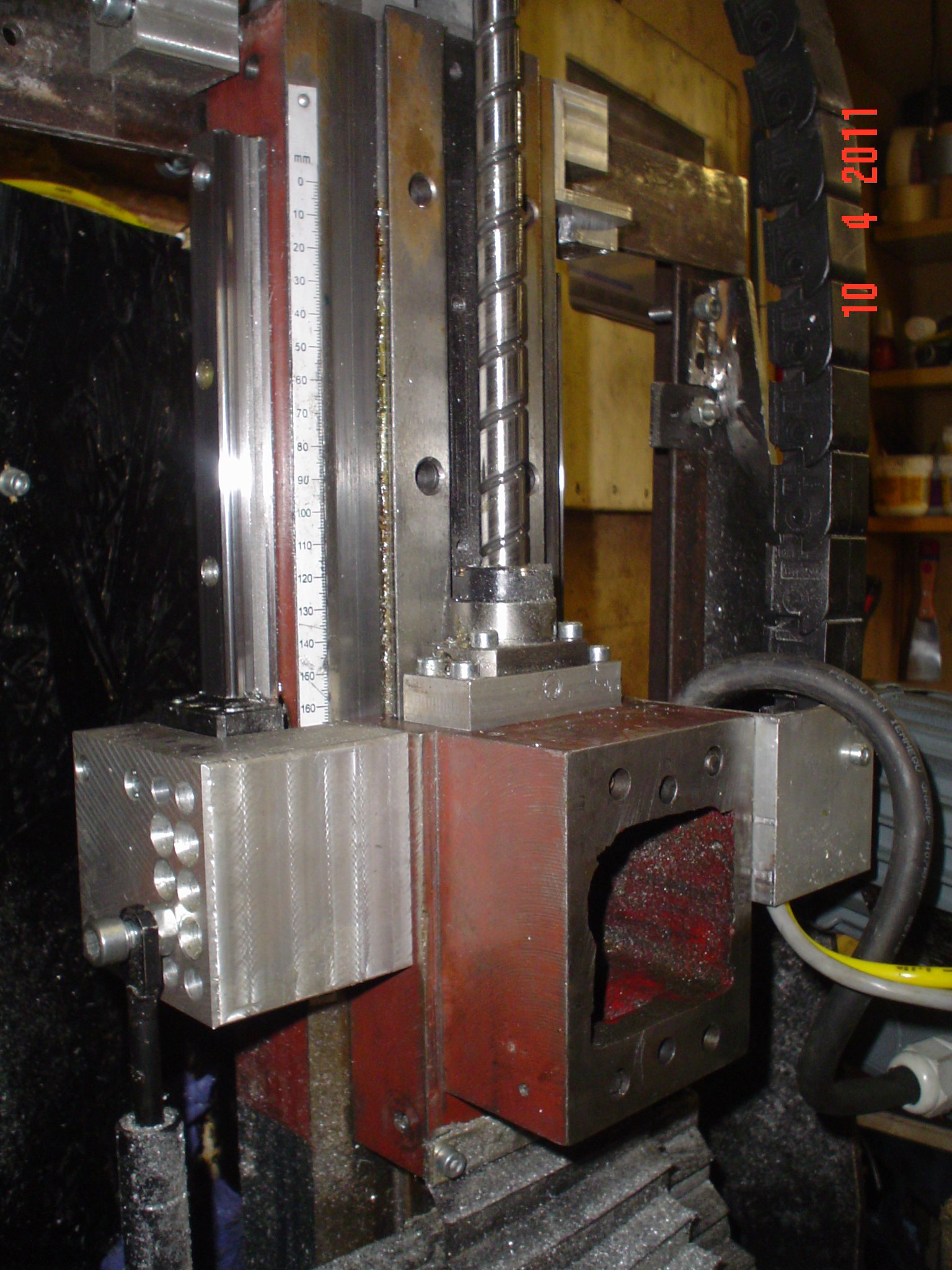
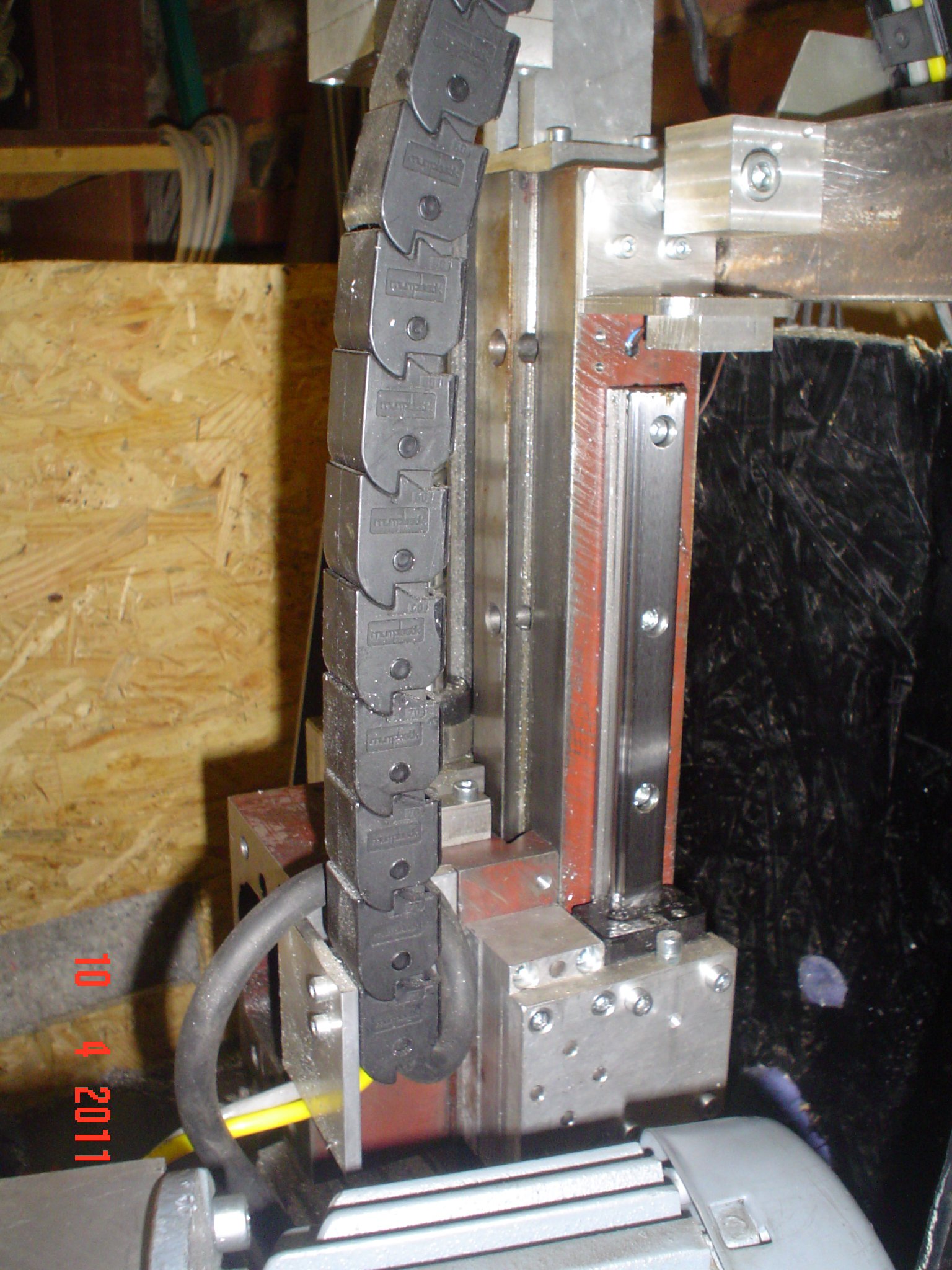
XY Achse auf Kugelumlaufspindel umgerüstet. 16 x 5 !
Grund: Die Trapezgewindespindeln haben zunehmend mehr Umkehrspiel bekommen auch
nachdem ich eine Mutter gegengespannt hatte.
Auch das Aufschwingen der 12x3 Spindeln hatte zur Folge das maximal 1000mm/s gefahren werden konnte.
Mit den 16 x 5 Kugelumlaufspindeln gingen heute beim Test schon 2000mm/s ohne Probleme oder Anzeichen von Schwingen Resonanz oder Ähnliches.
Das Umkehrspiel ist mit diesen auch weg. Einfach genial.
Fazit: Zwar sind die Kugelumlaufspindeln mit Muttern sehr teuer aber das ich hauptsächlich Aluminium bearbeite und die Maßhaltigkeit genau werden soll war diese Investition notwendig.
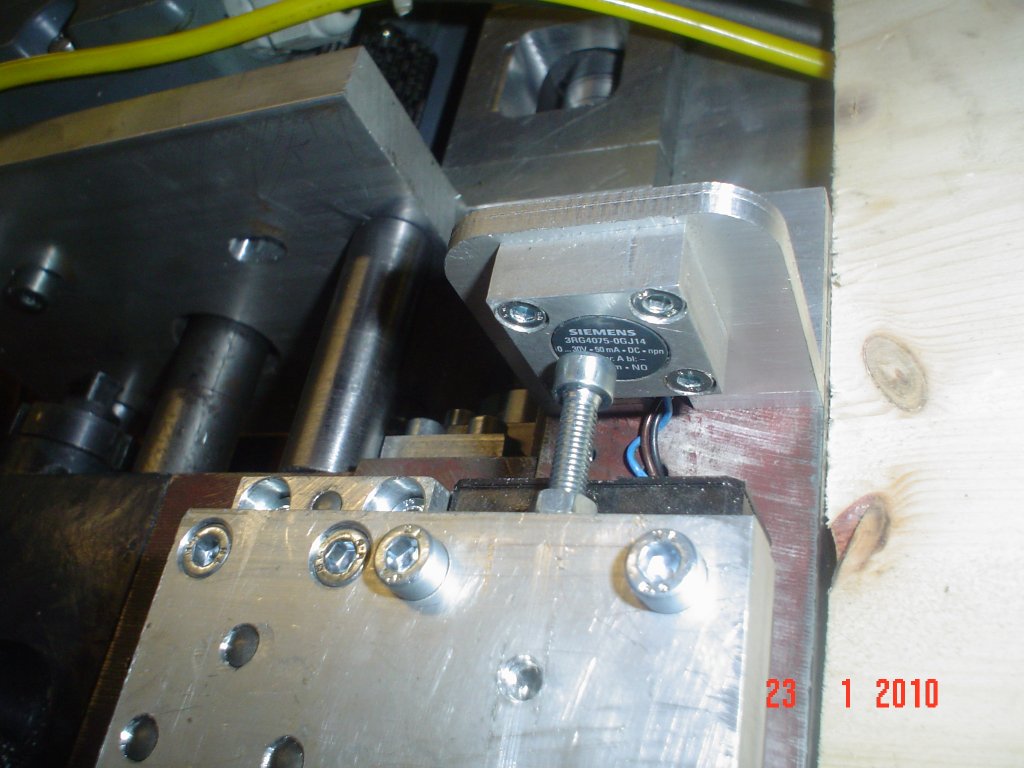
Anbringen der Mikroschalter und Inbetriebnahme der Referenz und Softendschalter.
Jetzt Funktioniert die Referenzfahrt und Softwareabschaltungen für alle 3
Achsen. Nun kann es nicht mehr passieren das die
Maschine auf Kollision fährt da sie Softwaremäßig abschaltet.
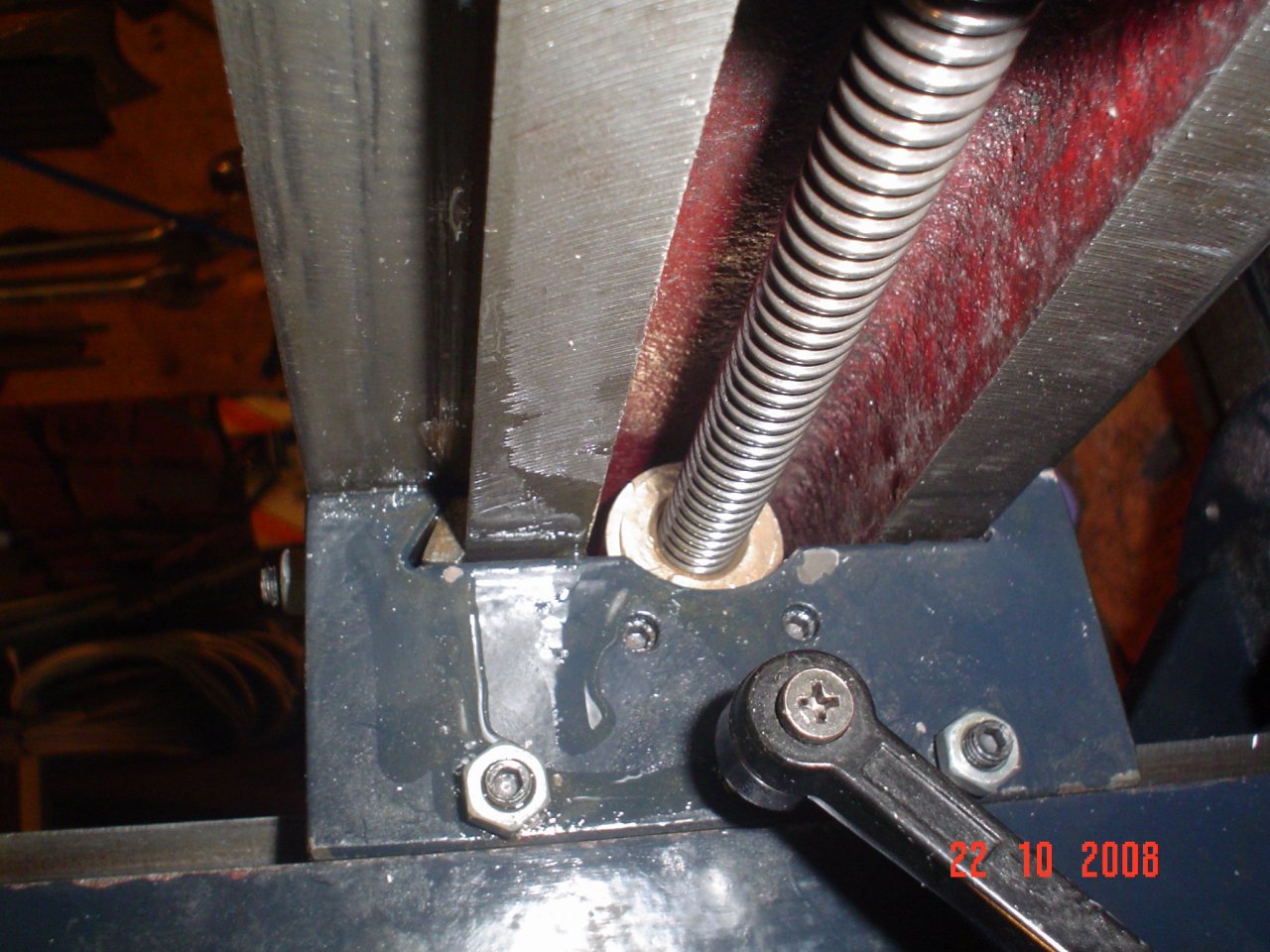
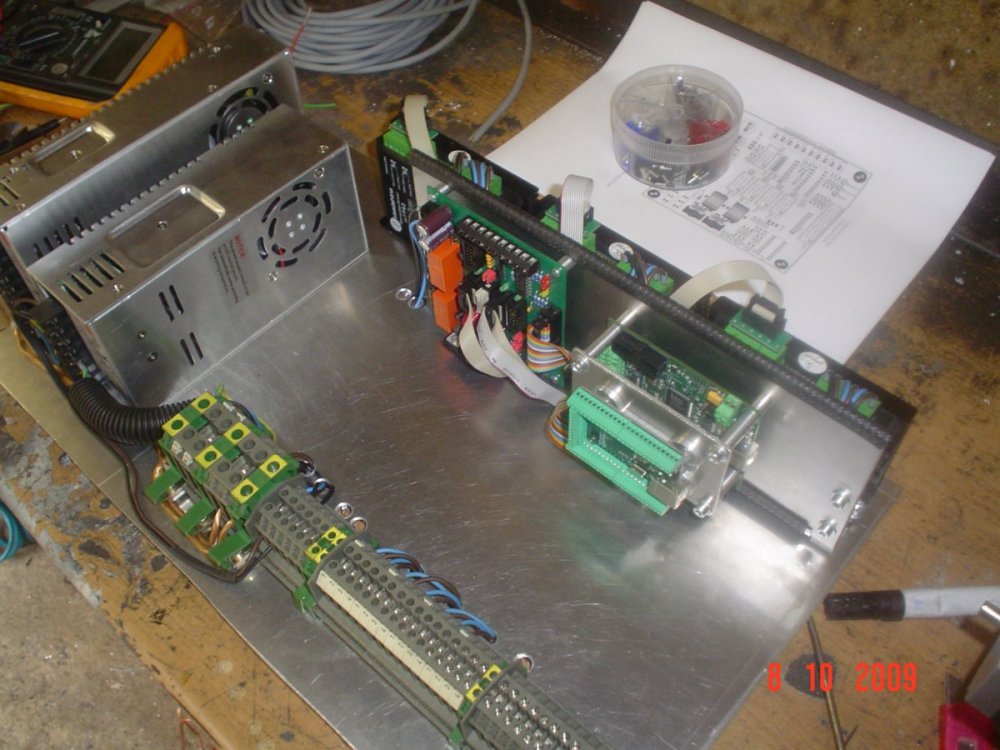
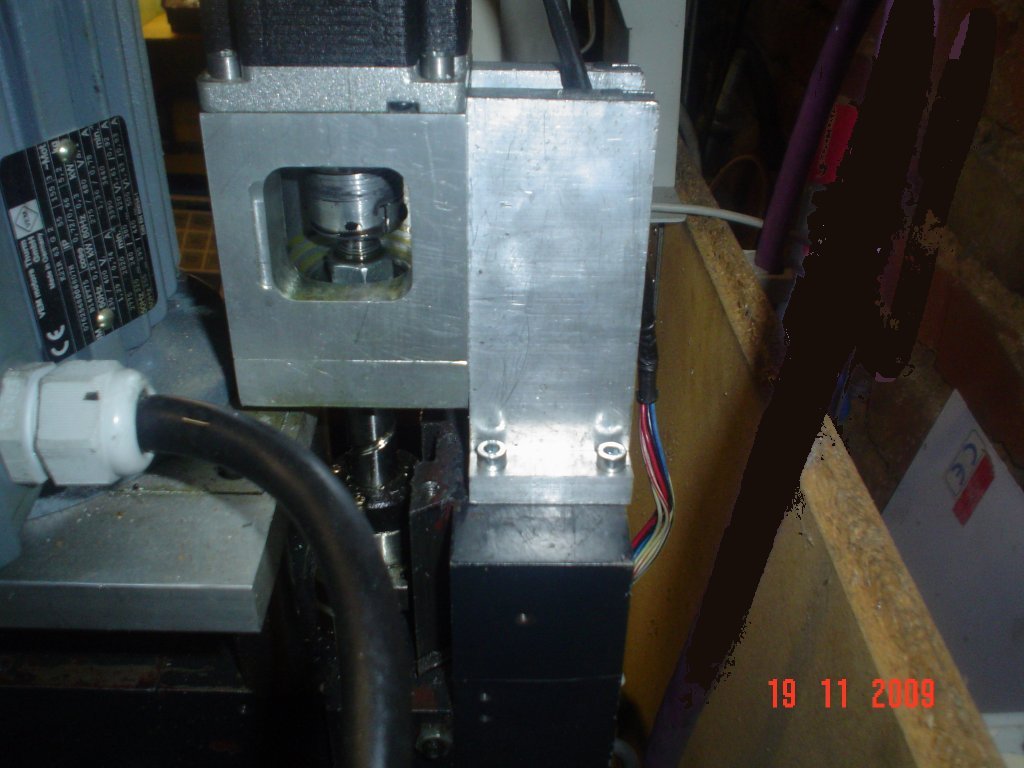
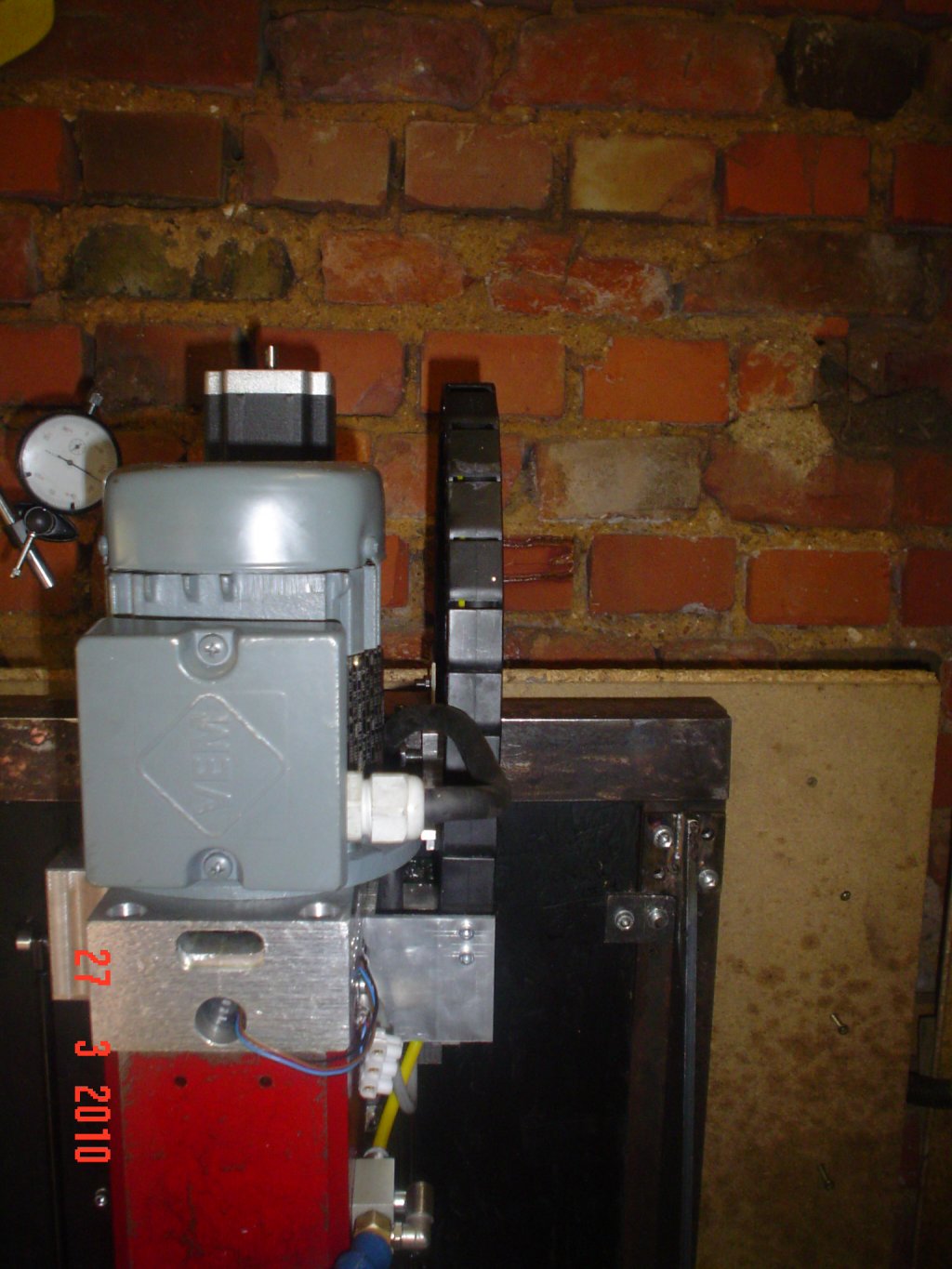
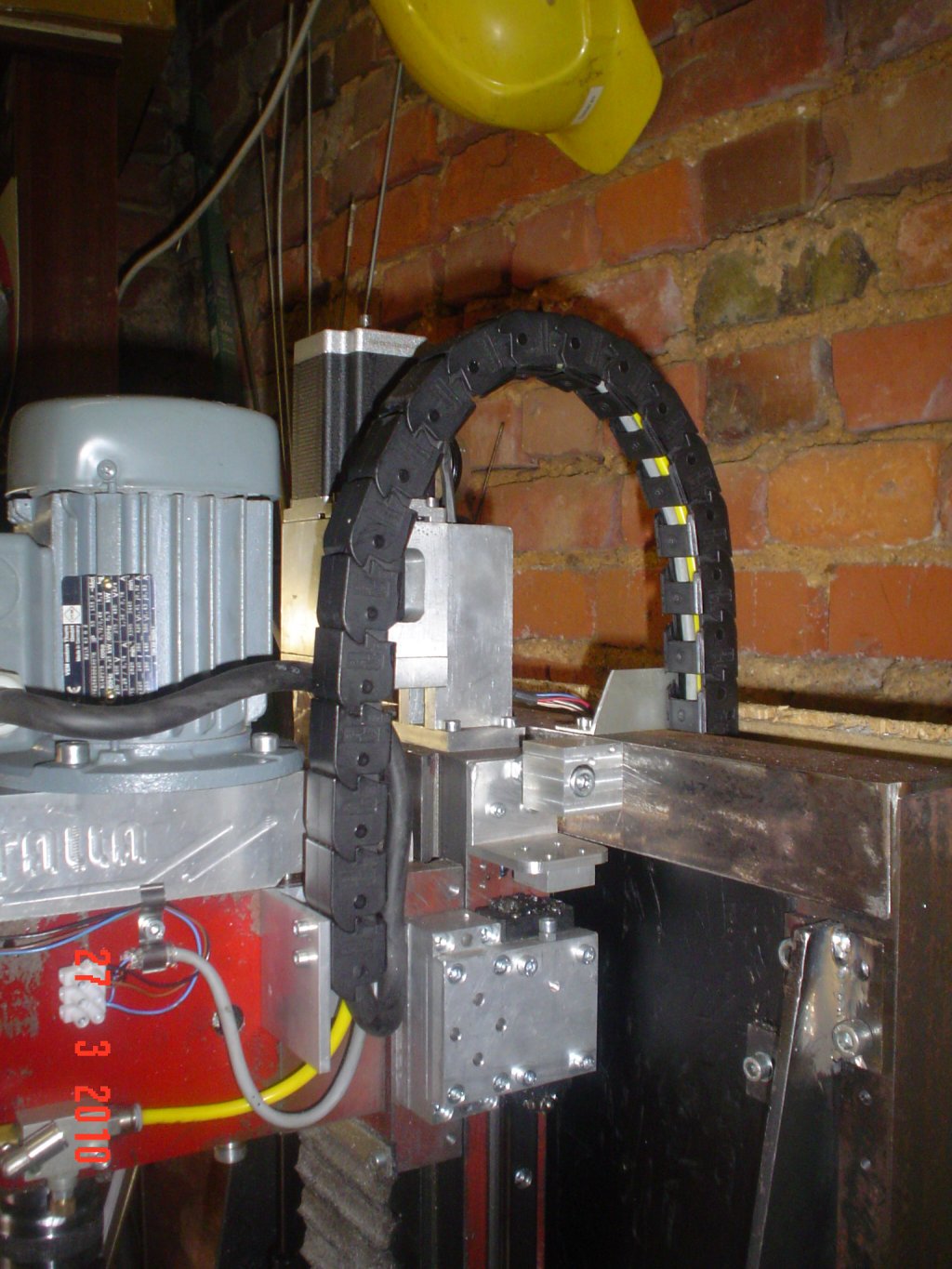
Hier mal die Bilder vom Chaos und den neuen Spindeln.







 Der Kabelsalat hört auch so langsam auf.
Der Kabelsalat hört auch so langsam auf.











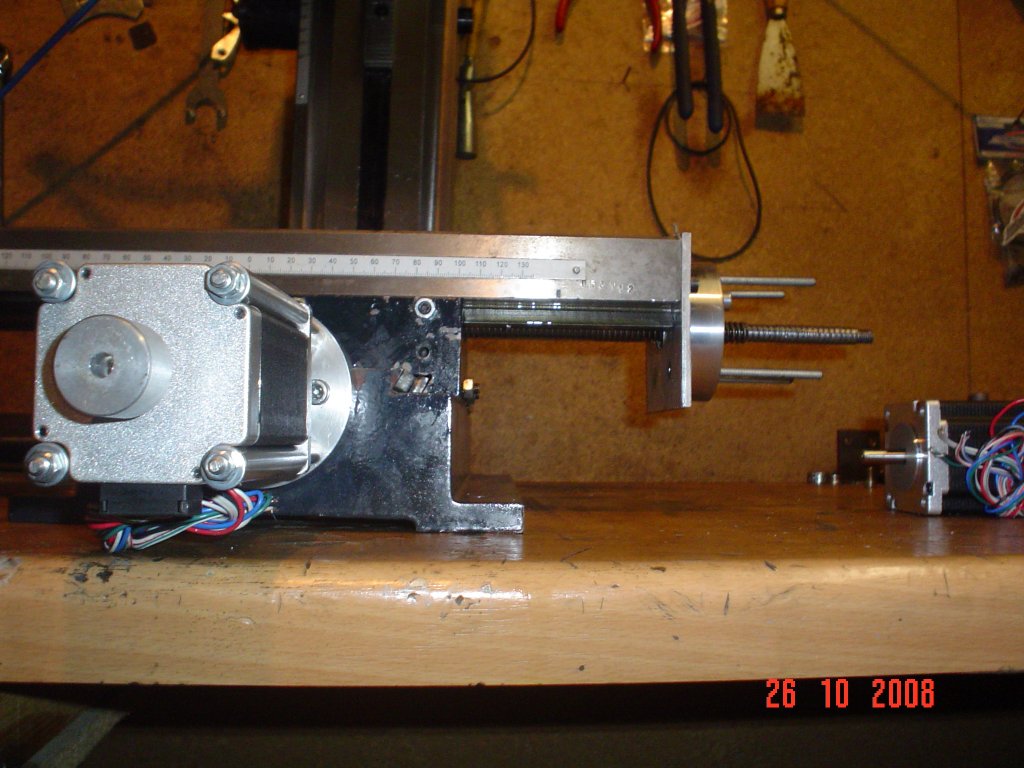
Heut hab ich die Distanzhülsen (Motor-Wellenlager) erneuert. Damit endlich mal die Provisorischen Teile da wegkommen.
Hier die X-Achse




Hier die Y-Achse


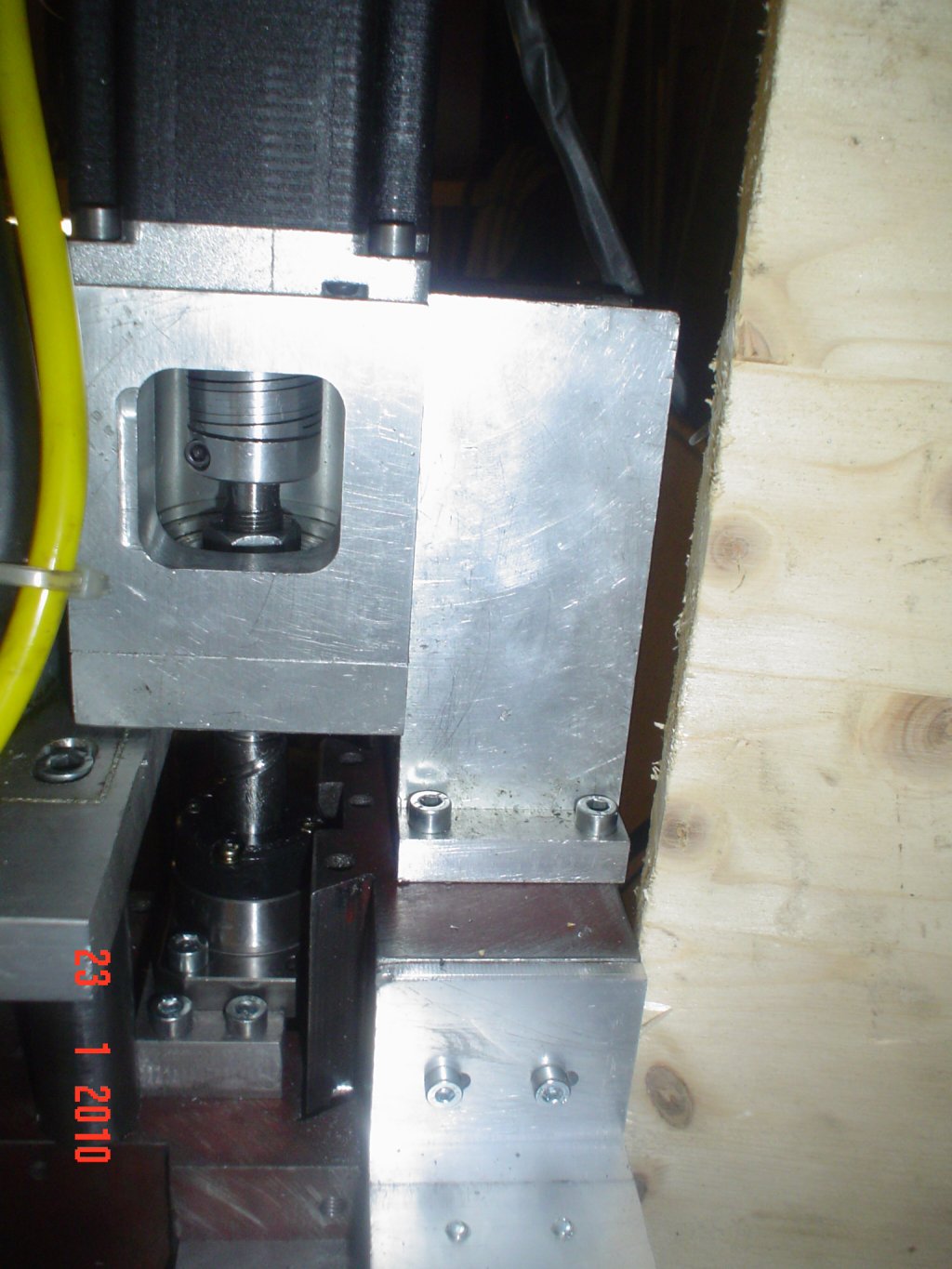
Hier die Z-Achse


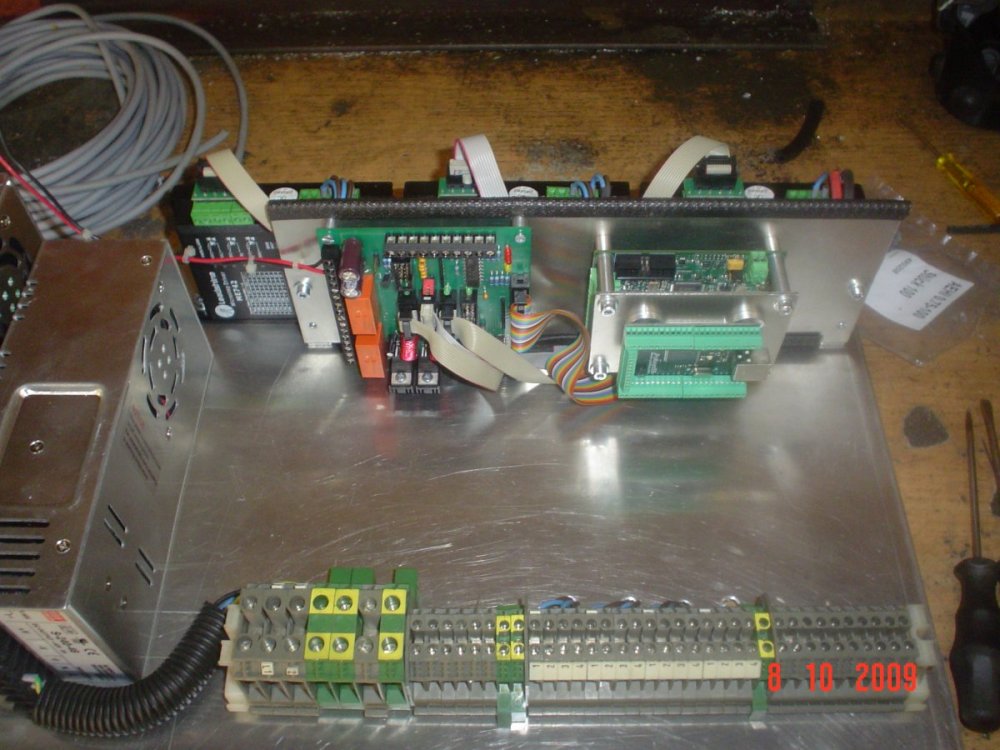
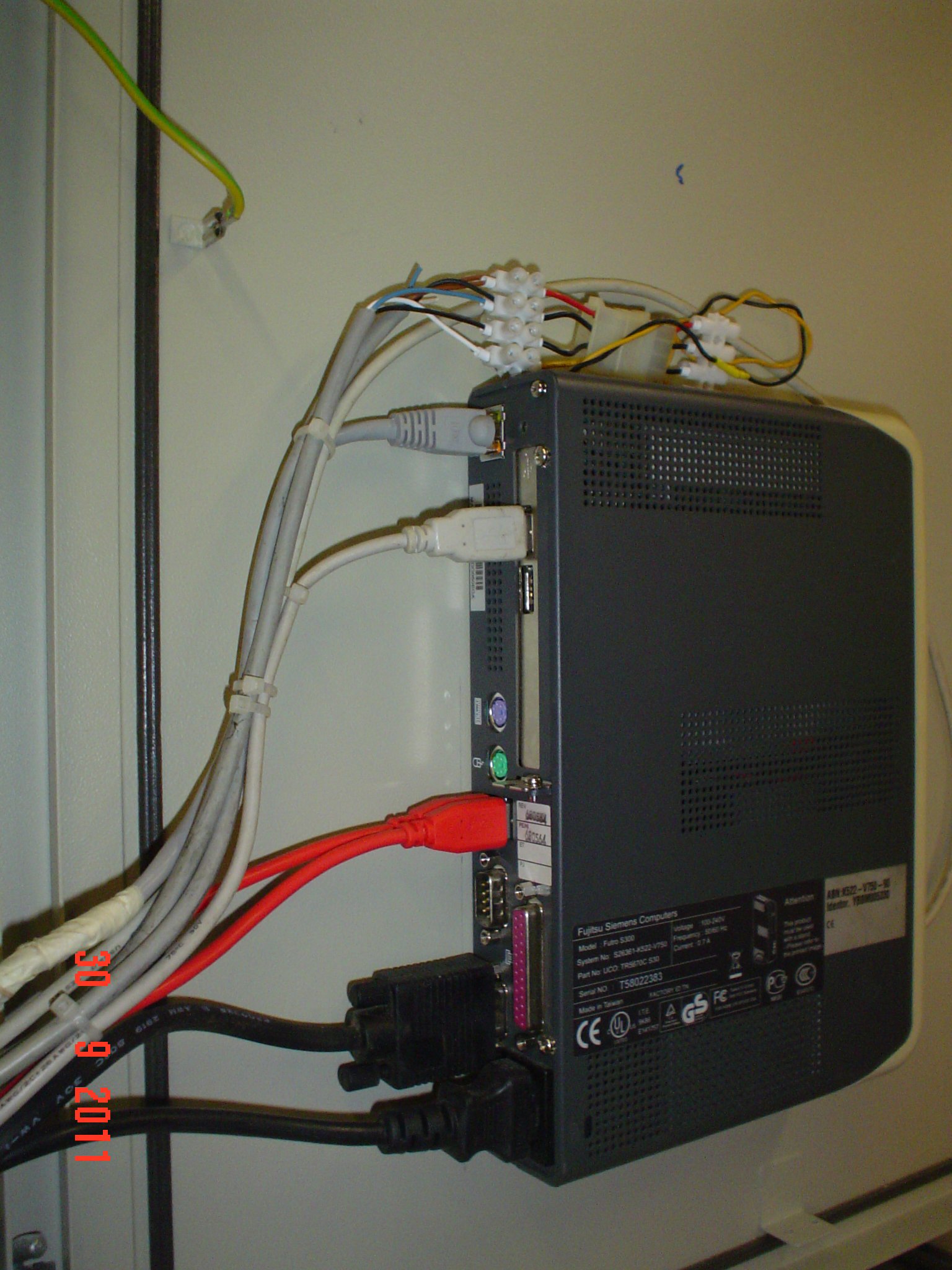
Und hier das Chaos im Überblick









Außerdem wurde gleich das Ventil für die Kühlung Montiert. Funktionieren tut es. Jedoch muss ein Anderes her da dieses aber einen Druck von ca. 2 bar nicht richtig schließen tut.
Die Zweite parallele Schnittstelle ist nun auch aktiv. Nun Stehen Genügend Inputs zu Verfügung.
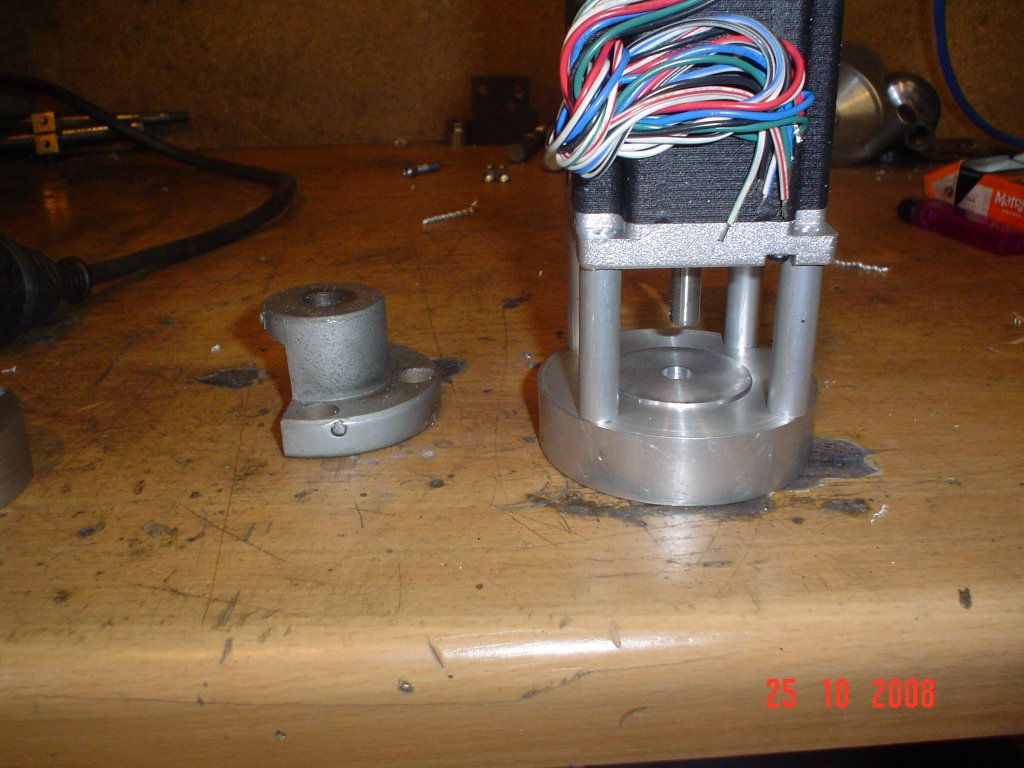
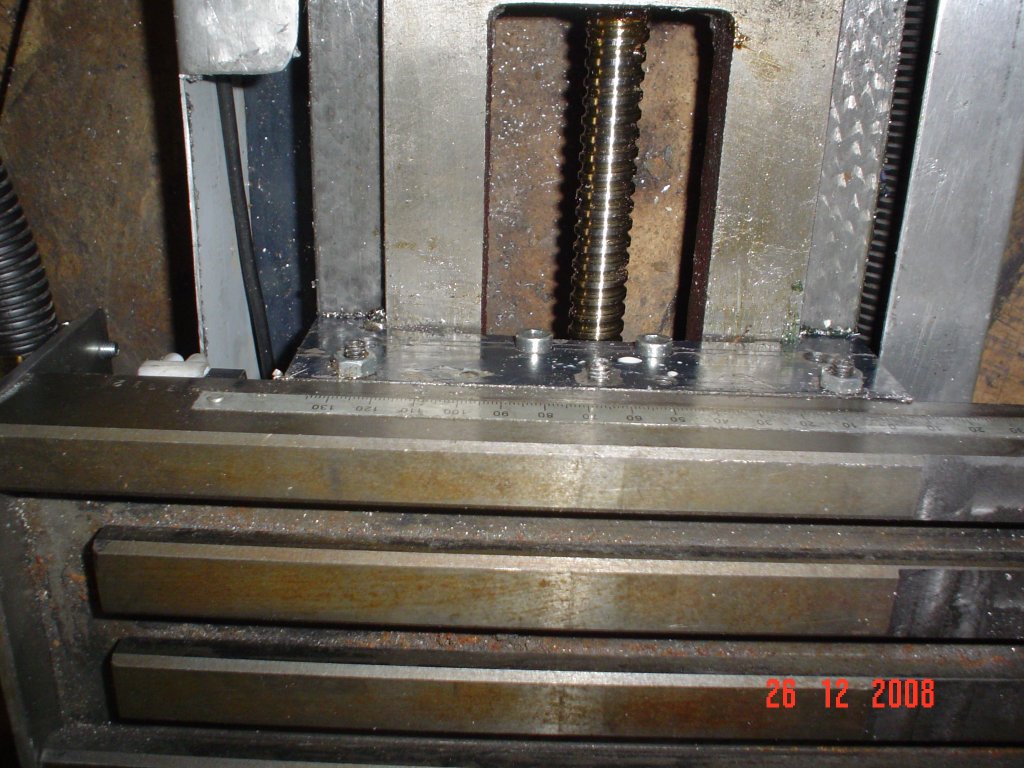
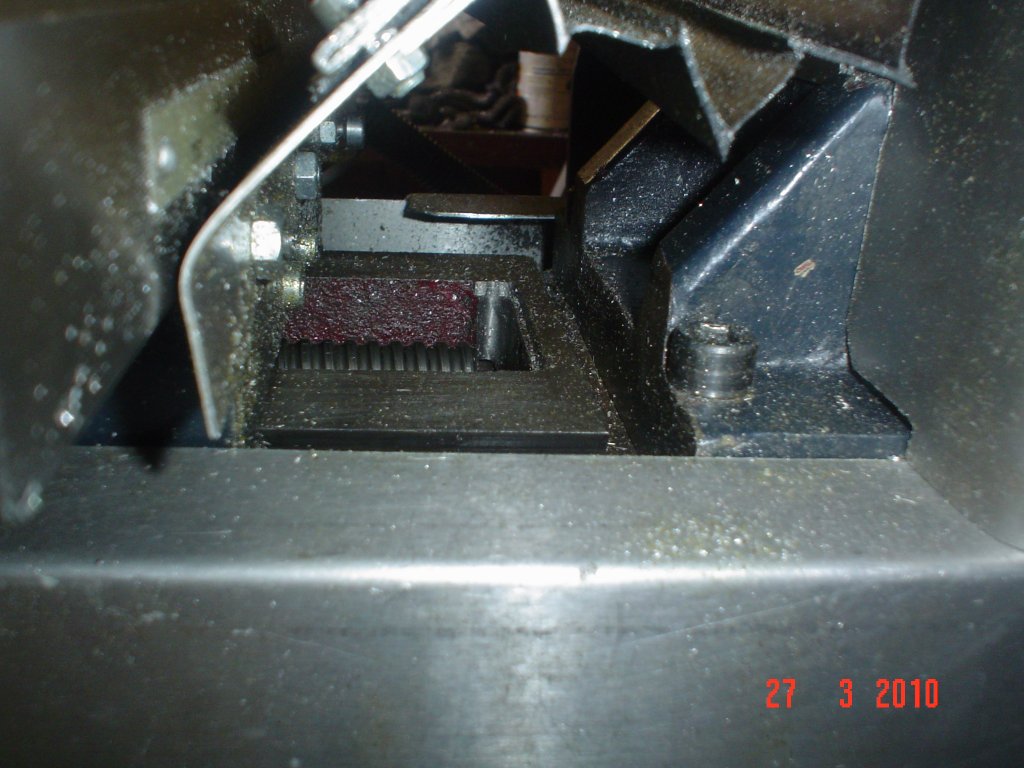
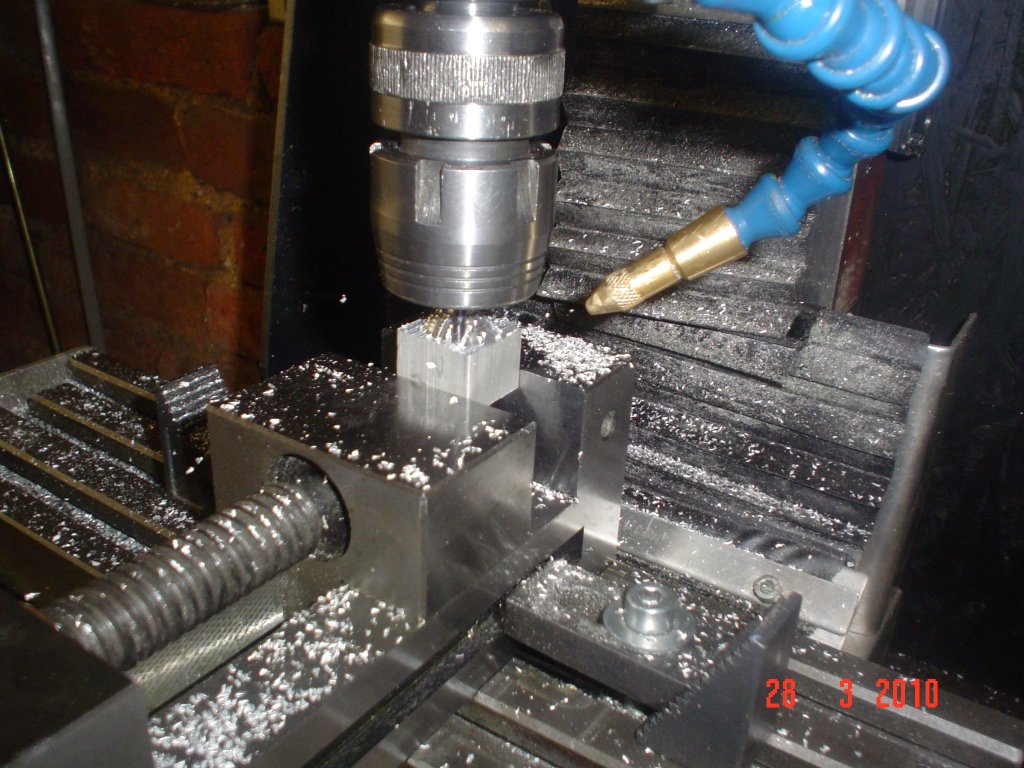
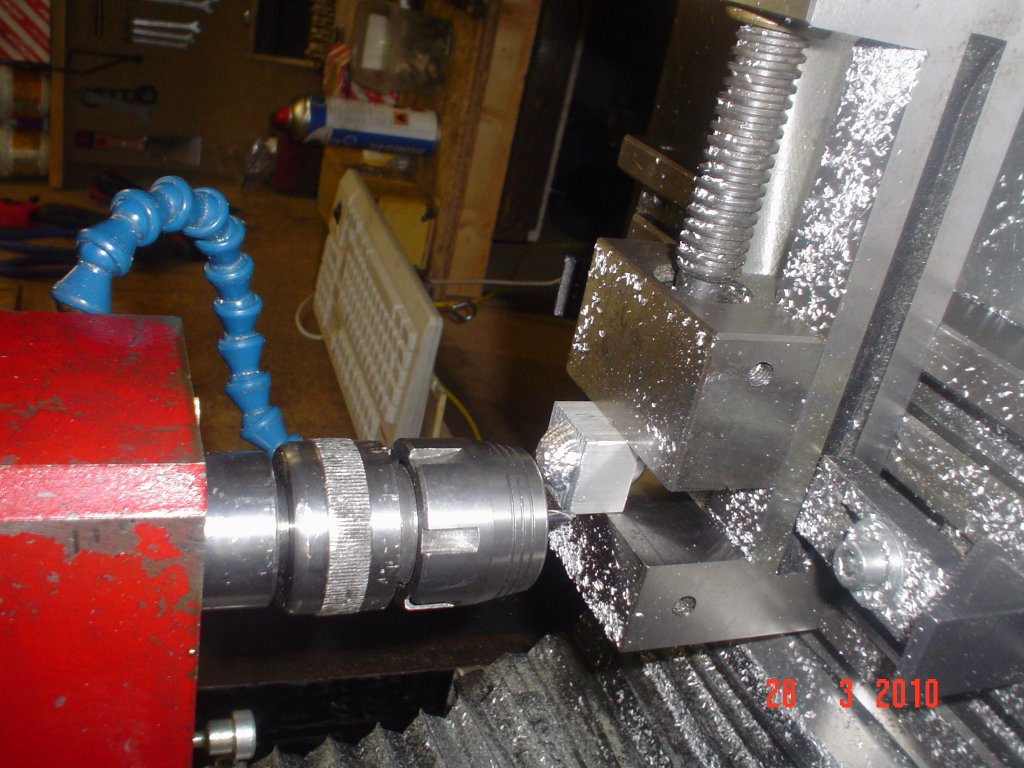
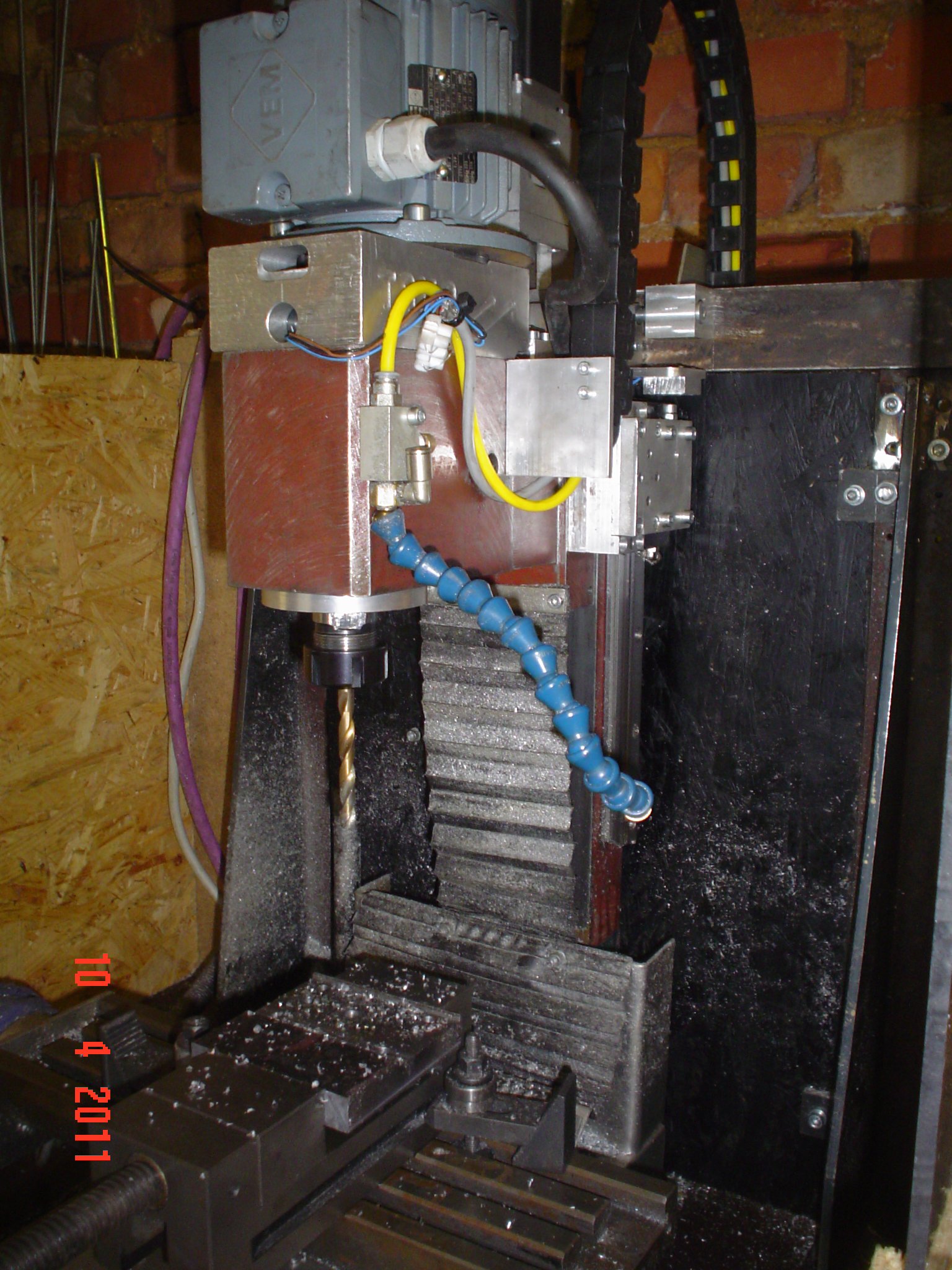
Nun habe ich endlich Zeit gefunden die Trapezgewindespindel aus der Z-Achse gegen eine Kugelumlaufspindel zu tauschen.
Zum Einsatz kommt eine Kugelumlaufspindel mit 15mm Durchmesser und einer Steigung von 20mm!
Am Fräskopf musste ich einiges Wegfräsen damit ich die 15mm Spindel rein bekomme. Auch an der Kugelmutter musste ich einiges Schleifen.
Hier mal die Bilder :











Die neue Spindel Funktioniert Super und Das Umkehrspiel ist auch weg.
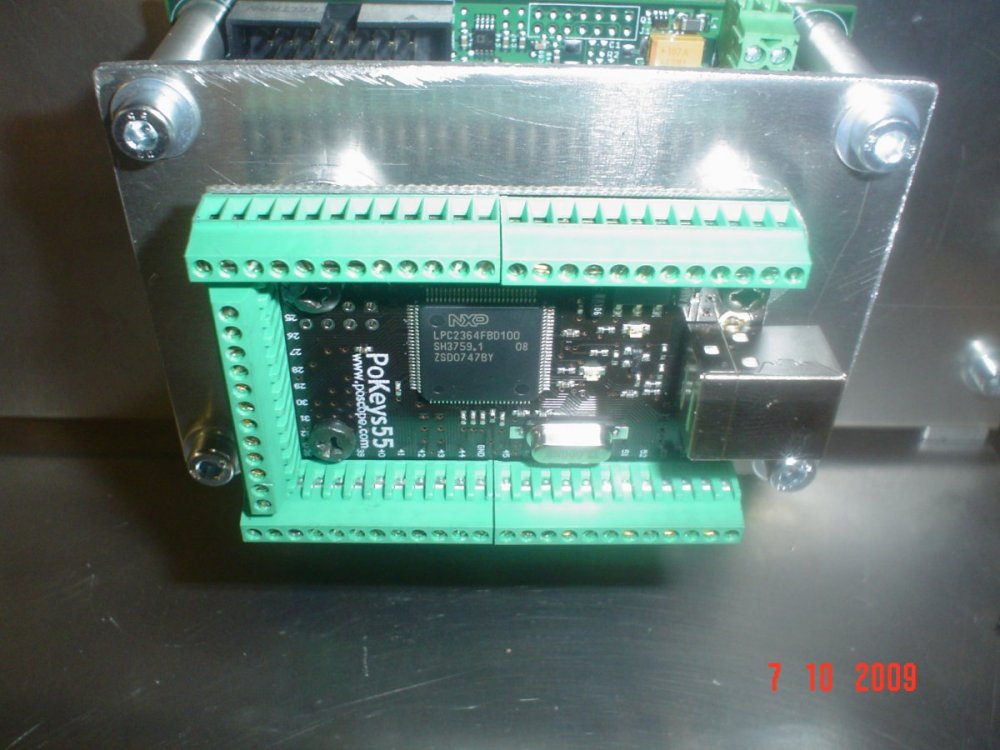
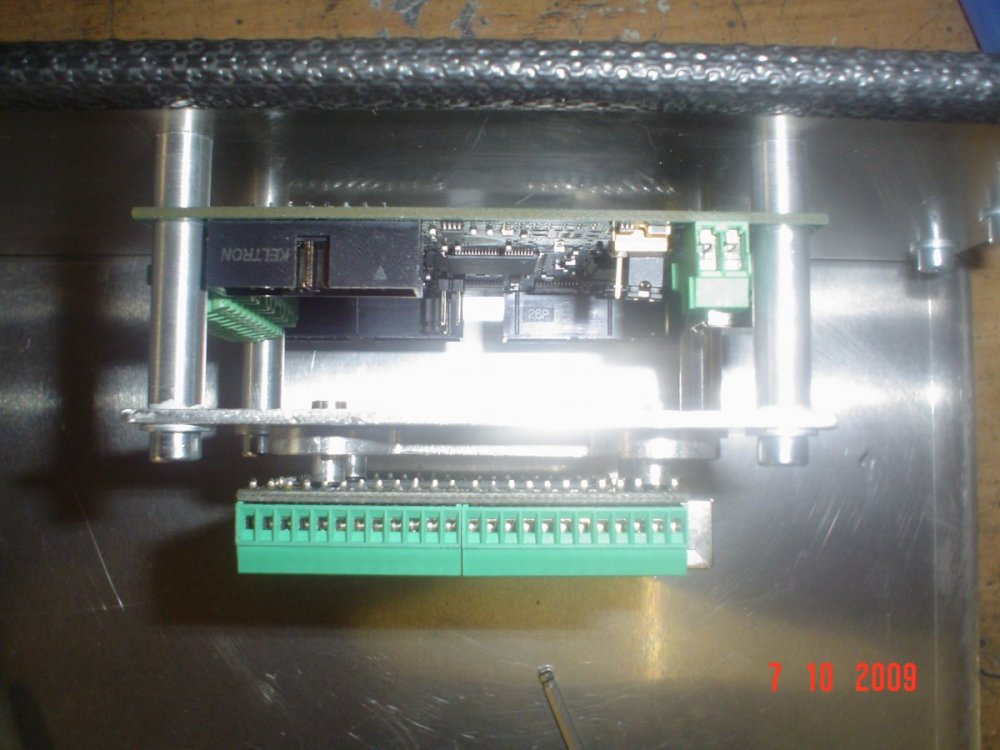
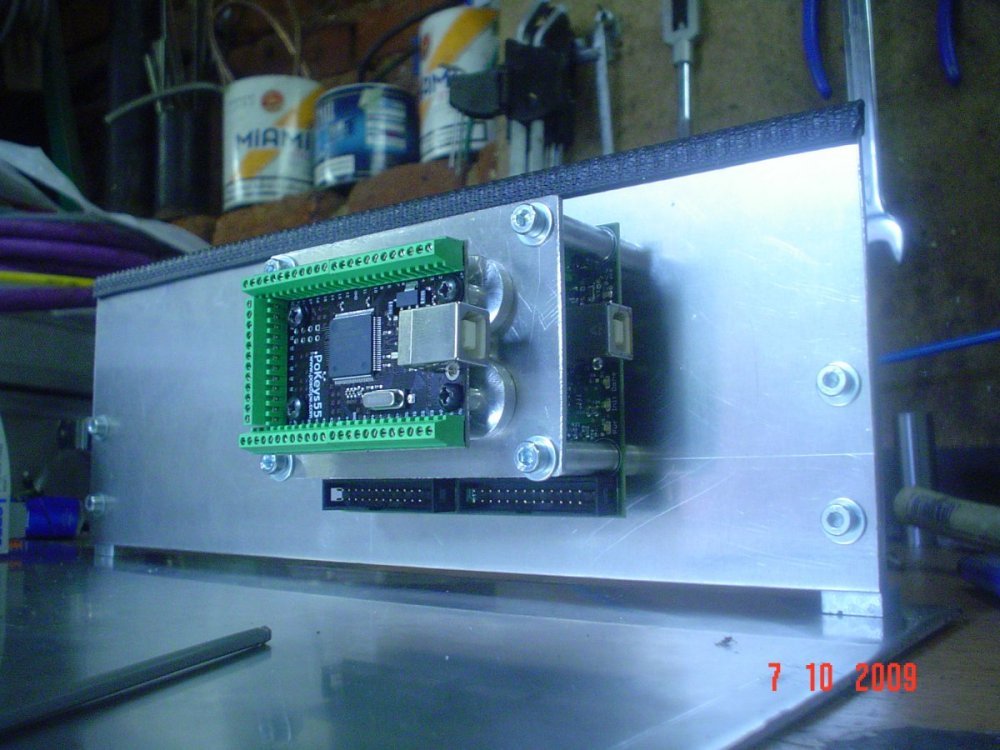
Neuaufbau der Steuerung mit Smoothstepper und
Pokeys55.
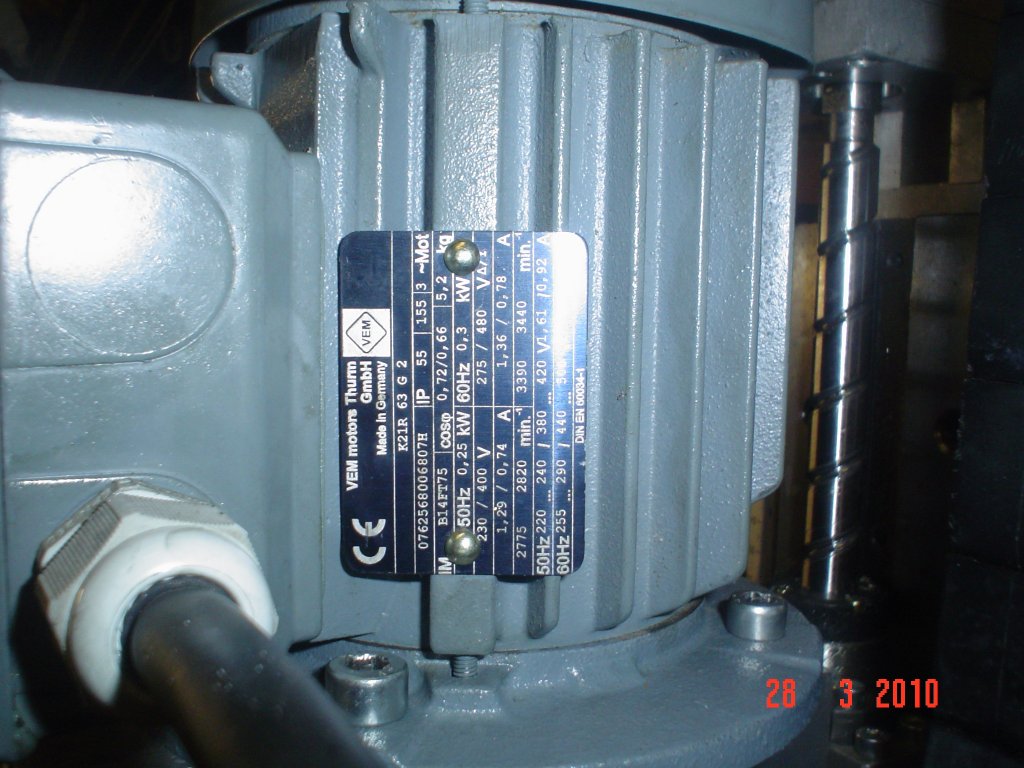
Integration eines Drehstrommotors mit FU von Lenze.
Neue Kugellager für den Fräskopf!
Nach einen Kleinen Test der Steuerung mit dem Smoothstepper bin ich extrem begeistert !!!!
Da ich mitten im Umbau bin hier mal ein paar Bilder und Video.






















































Nun habe ich angefangen mir einen Unterschrank für die Fräse zu bauen.
Am Ende soll die ganze Technik darin und darauf platz haben.
Die Neue Motoranbindung der Z-Achse ist nun auch Fertig



















Hier mal ein weiterer Step. Touchscreen mit eigener Mach3 Oberfläche.
Bitte nicht zu viel erwarten ich bin noch am Probieren und Testen.
Für das TFT mit Touch (ELO) habe ich ca vor einem Jahr 25 Eur bezahlt nun hab ich es mal aus dem Karton genommen abgestaubt und in ein kleines Gehäuse gepackt.
Ein bisschen Funktioniert die ganze Sache schon.










Kleines Update.
Die Z-Achse habe ich nun etwas anders gestaltet. Zudem bin ich dabei Näherungssensoren zu verbauen.










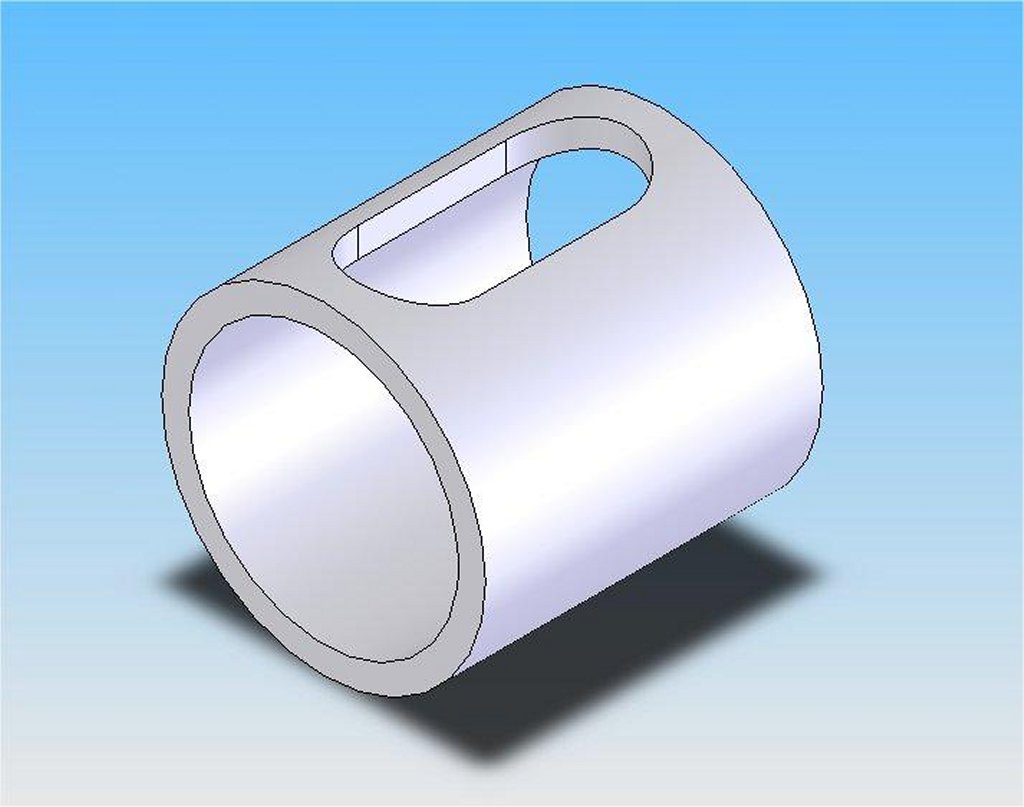
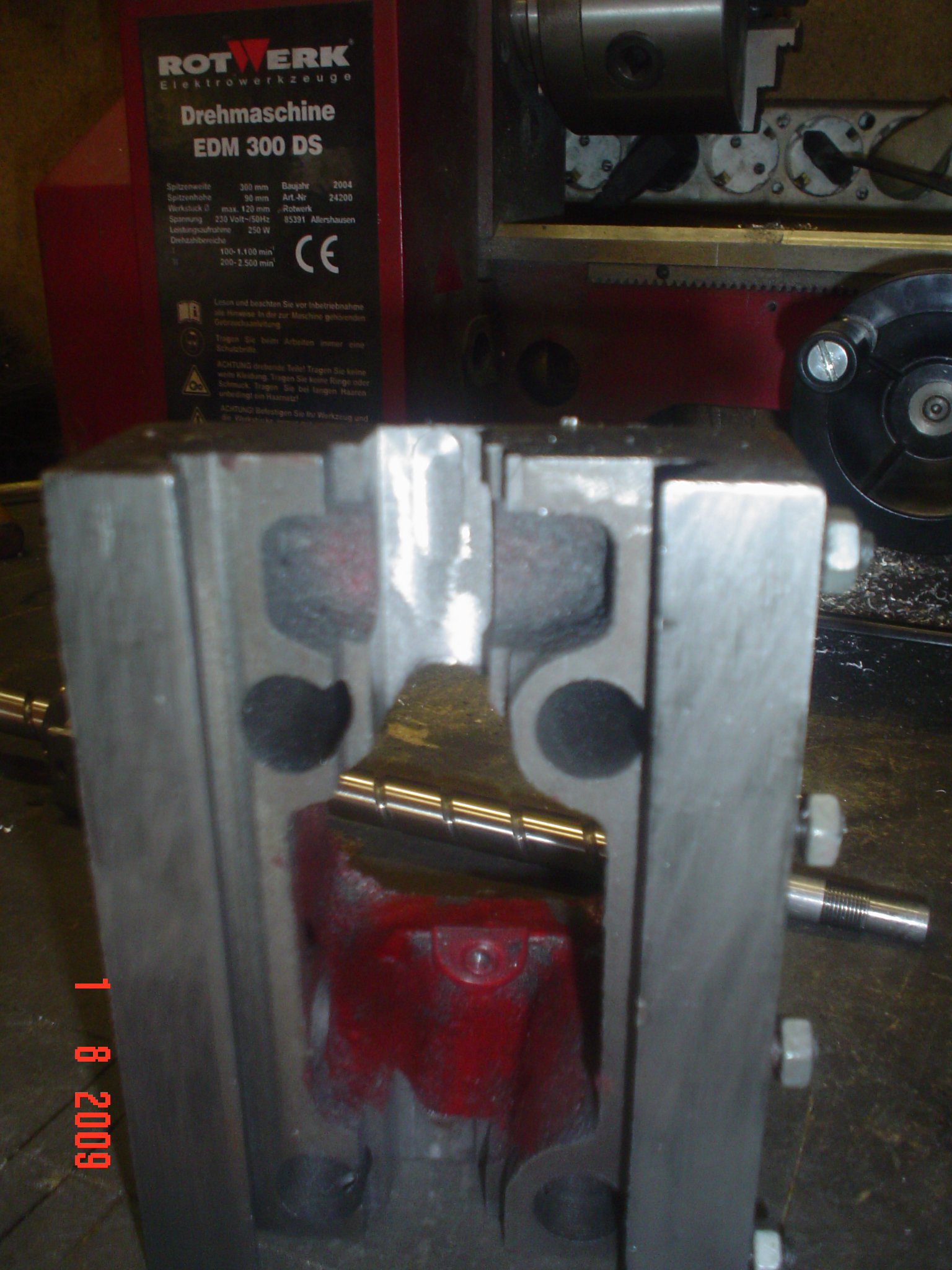
Neuer Fräskopf/Getriebe. Da ich von den Plastezahnrädern weg möchte.
Der Prototyp :
Ich habe mir dazu ein Getriebegehäuse von der EFM200 Rotwerk besorgt und die Innerreien selbst hergestellt.
Das ist bis jetzt dabei Rausgekommen.
Ob es am ende Funktioniert wird sich noch herausstellen.

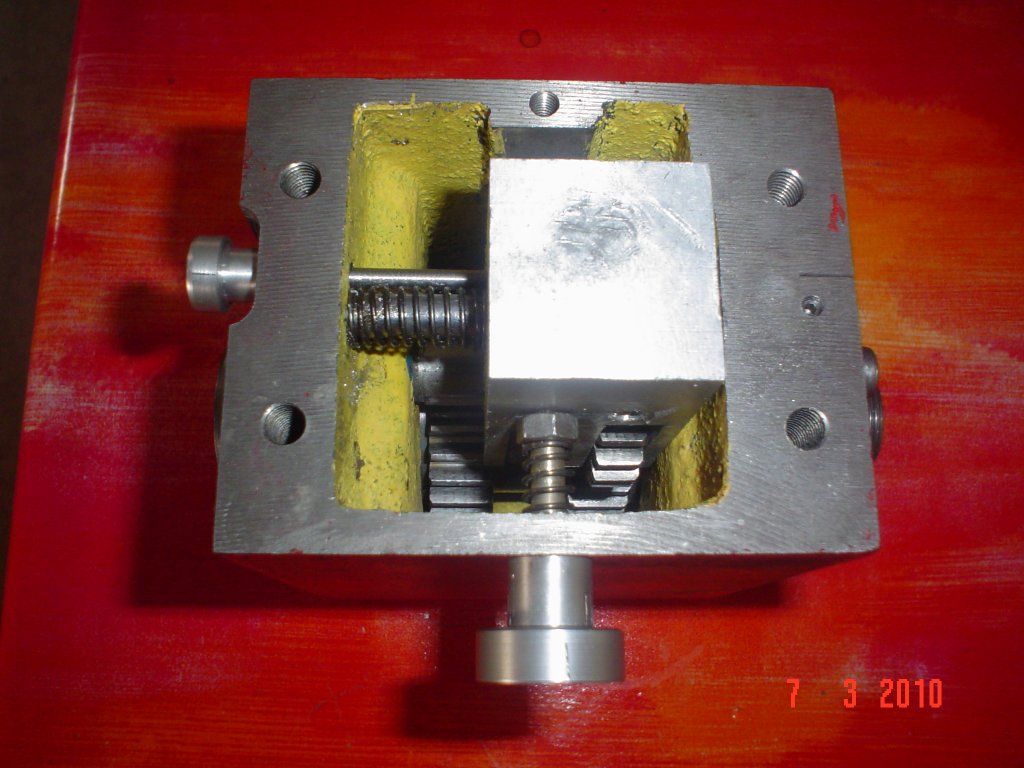
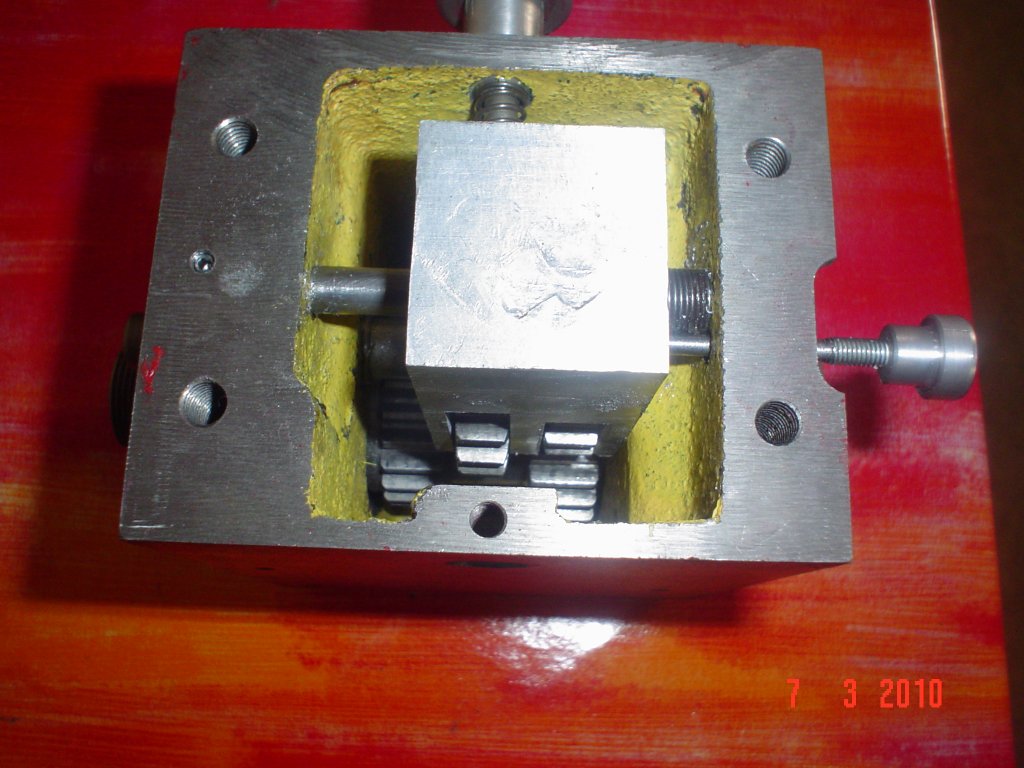
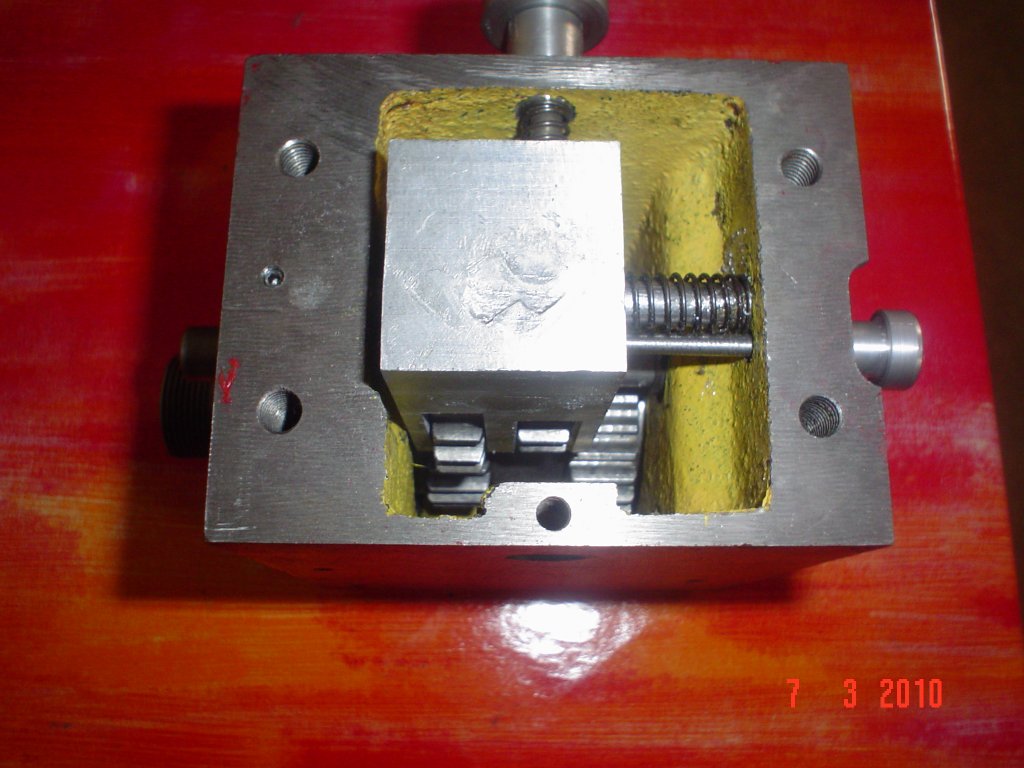
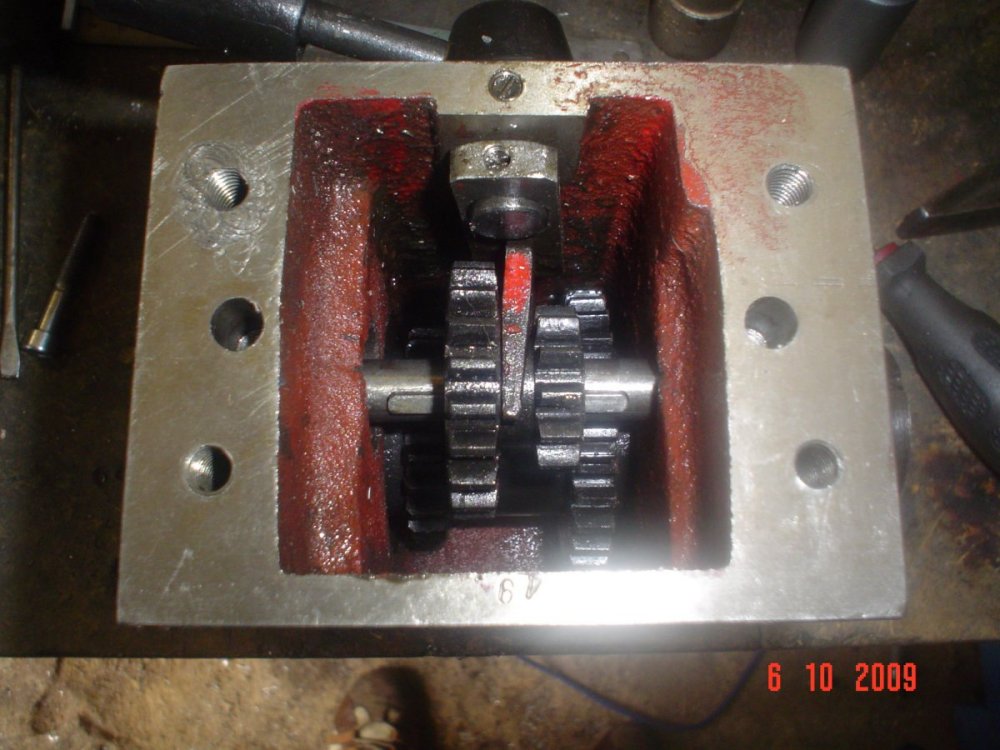
Technische Daten:
Zahnrad(1.0) = 28 Z
Zahnrad(1.1) = 18 Z
Zahnrad(2.0) = 23 Z
Zahnrad(2.1) = 23 Z
Hauptwelle D 30 / MK3 Aufnahme
Nebenwelle D 12
Kugellager : 2 x 6206 ( 30x62x16 )
2 x 6001 ( 12x28x8 )
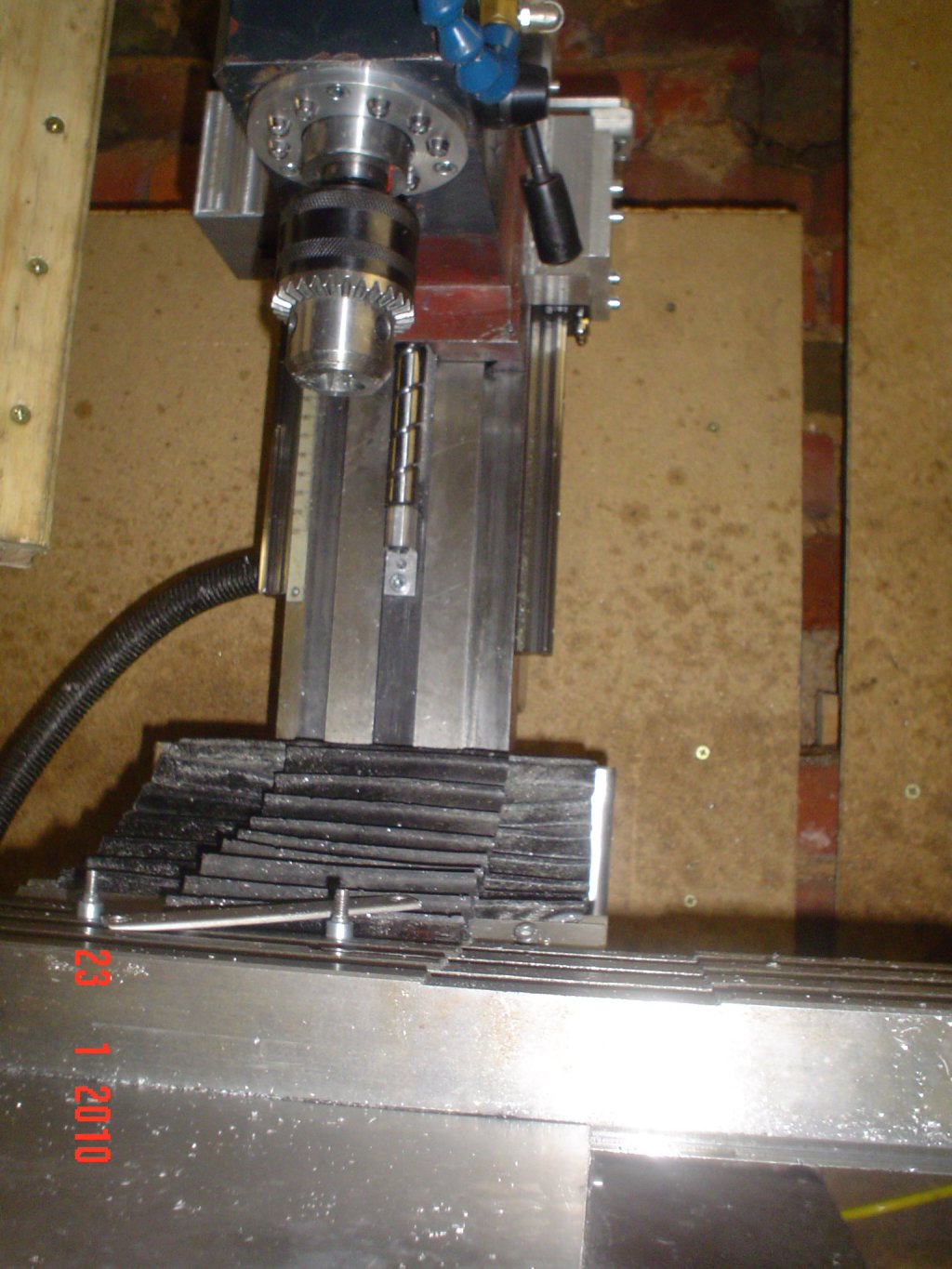
So der erste Probelauf des neuen Spindelkopf ist geschafft. Habe gleich mal die noch fehlende Versteifung Fertiggestellt damit die ganze Z Achse noch stabiler wird.












Jetzt noch den Turm ausrichten damit die Spindelachse auch Senkrecht zu Tisch steht



Mal wieder ein paar Aktuelle Bilder meines Umbaus......











Hier mal noch ein paar Bilder....





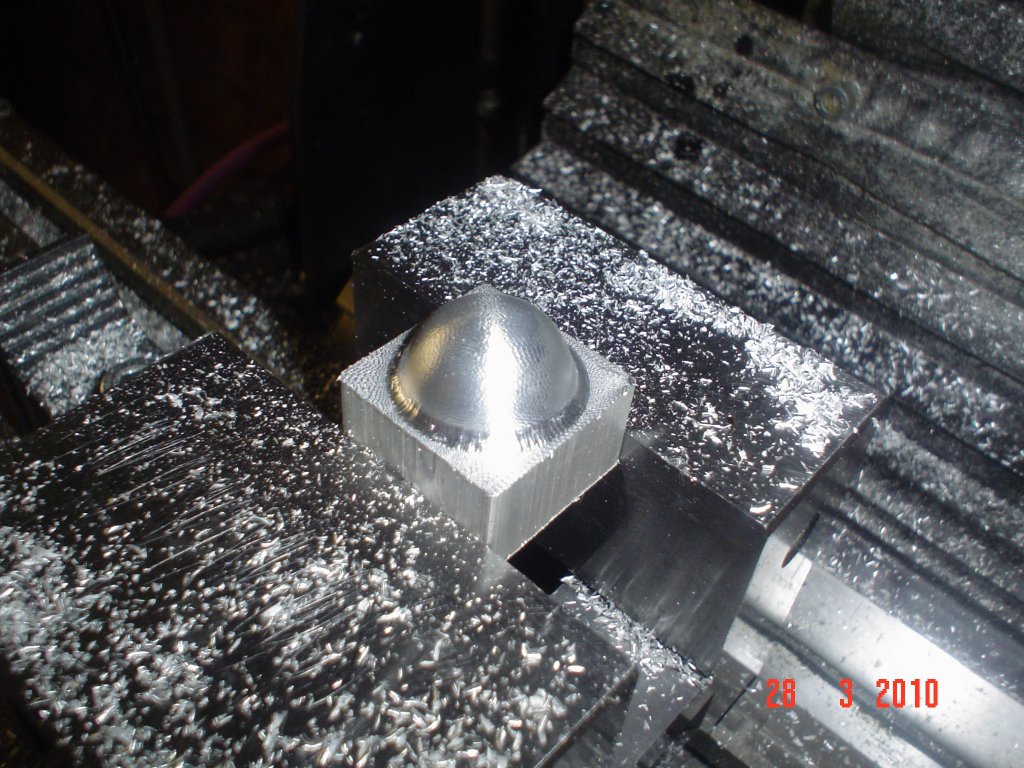


Meine ersten Gehversuche im 3D Fräsen.....
Wieder paar neue Videos.
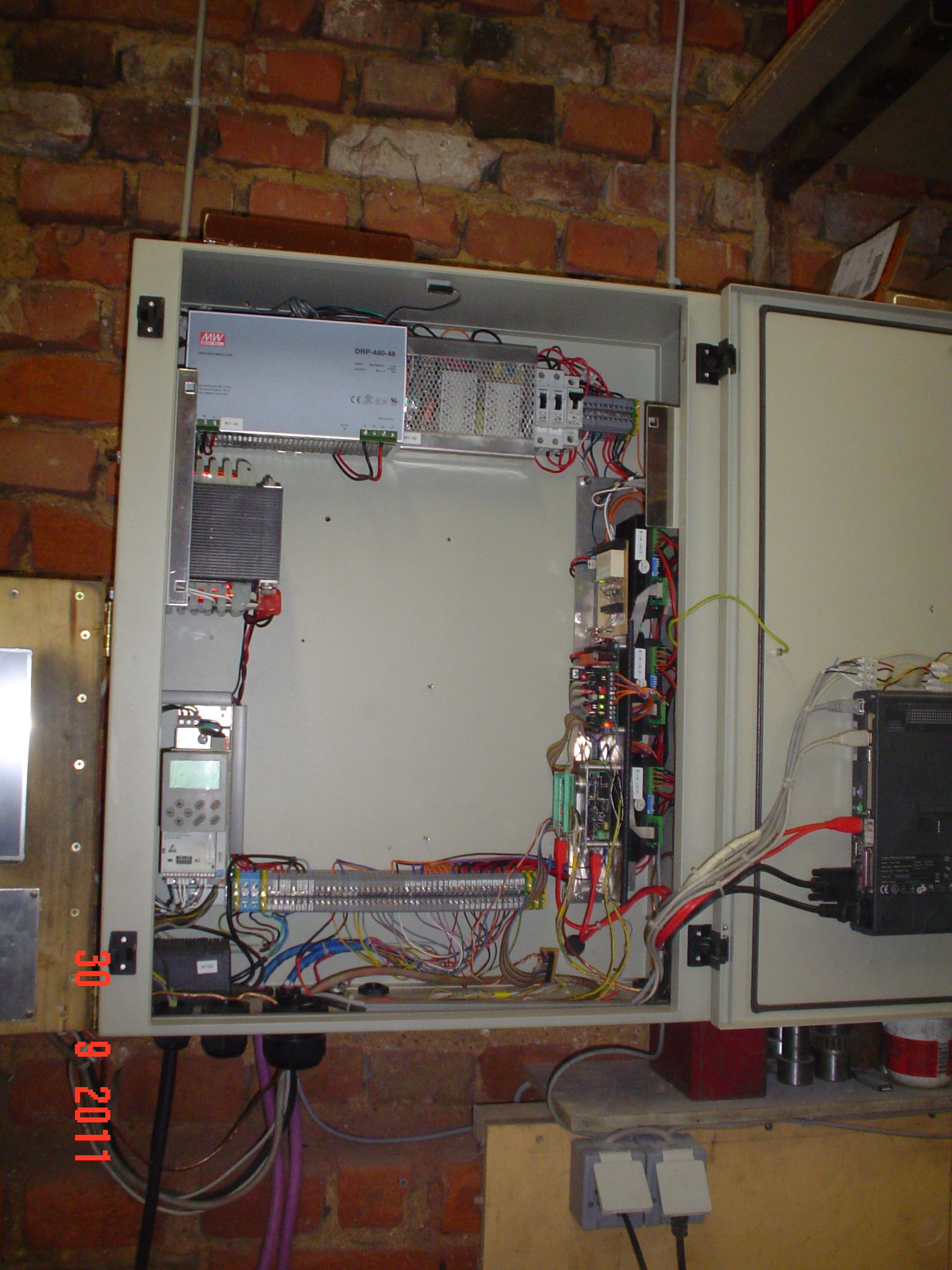
Nach langer Zeit habe ich es endlich geschafft meine Steuerung in einen
angemessenen Schrank zu bauen.
Zudem habe ich gleich ein paar Änderungen vorgenommen.
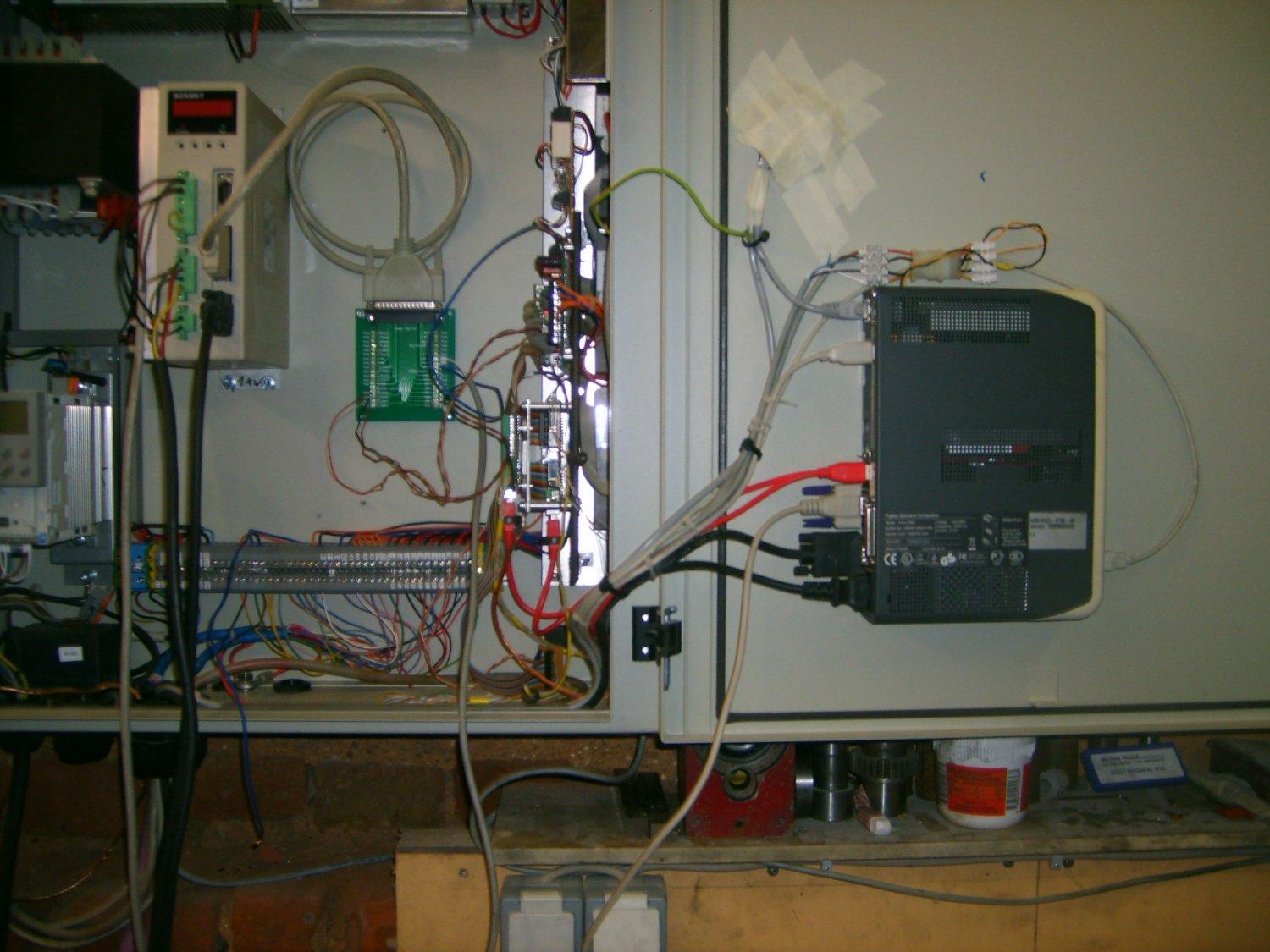
Als Steuerpc wird jetzt ein ThinClient
eingesetzt. Dieser hat zwar wenig Leistung aber die brauche ich in meinen Fall
ja auch nicht.
Windows habe ich mit Nlite soweit abgespeckt das es
nur noch die Notwendigsten Prozesse gibt.
Den Mach3 Prozess lasse ich mit der Priorität " Echtzeit" laufen.
Das bedeutet aber auch das man nichts anderes mit dem PC machen kann.
Deshalb habe ich diesen PC auch ins Netzwerk eingebunden um Programme und Programmänderung von einem anderen PC aus durchzuführen.
Somit kann sich der kleine ganz aufs Steuern Konzentrieren.

Die Stromversorgung übernehmen nun 3 Netzteile. Ein MW DRP-480-48 (48V 10A)
, ein ATX Netzteil und ein kleines 30V Netzteil.
Da der FU immer den Haus FI ausgelöst hat habe ich einen Trenntrafo
integriert damit dieses Problem nicht mehr auftreten tut.

Falls es doch mal dazu kommt das ich Eingaben machen muss. Dann kann ich das mit einer Schnurlosen Minitastatur machen (China).

Dazu habe ich mir ein 1KW AC Servo besorgt.
Evtl bekomme ich dann sogar eine Syncrone Spindel hin. Aber dazu bedarf es wohl einiger schlafloser Nächte.


Selbstbaugetriebe durch einen Zahnriemen ersetzt.
Grund war Lautstärkereduzierung.
Hier mal ein paar Bilder dazu.







Lautstärke wurde extrem Reduziert. Der Nachteil ist aber das ich nur noch
eine feste Übersetzung habe. Was bei dem 0,37KW Motor schon manchmal zum
Problem wird.
Werde mich demnächst mit dem Bau einer neuen Spindel beschäftigen die dann
einen 1KW Servo als antrieb
bekommt. Dann hoffe ich mal das eine Übersetzung
reicht.
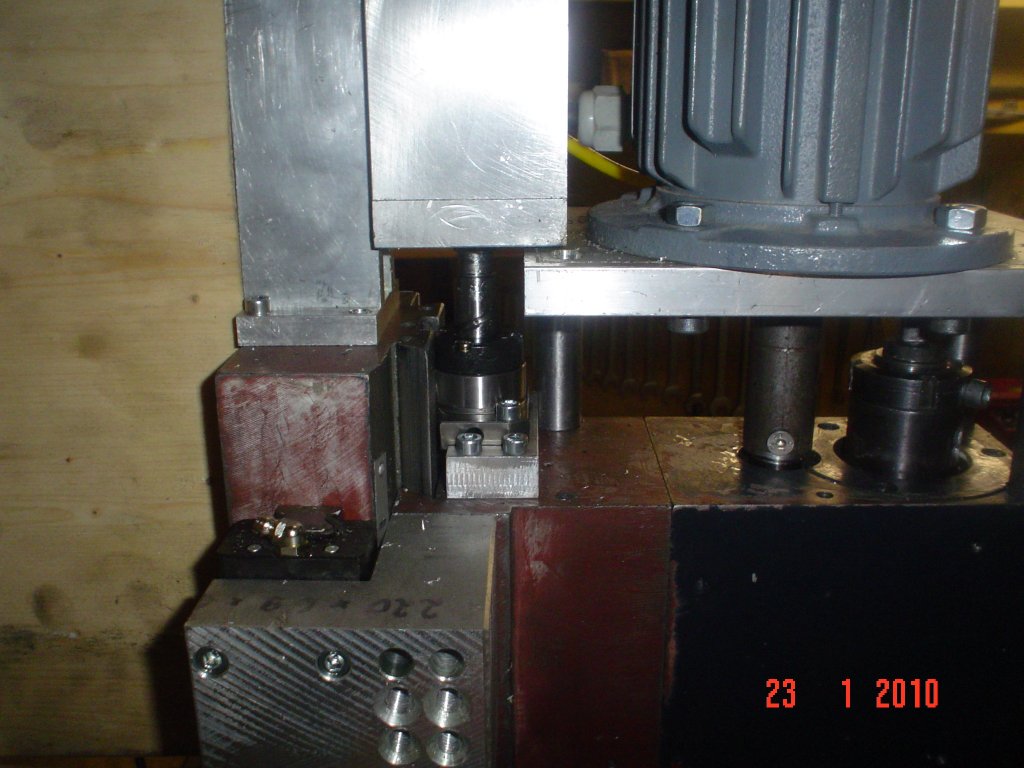
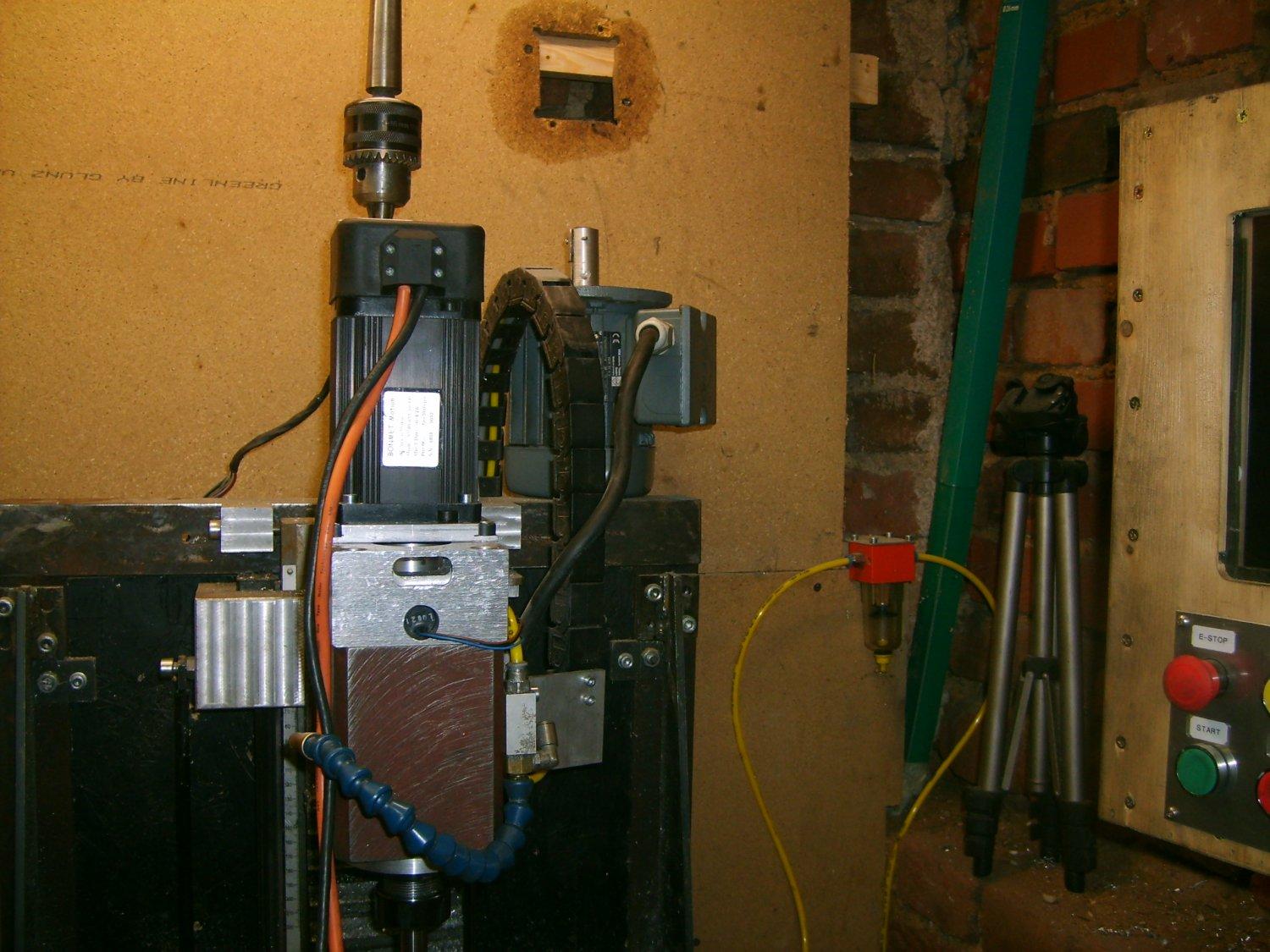
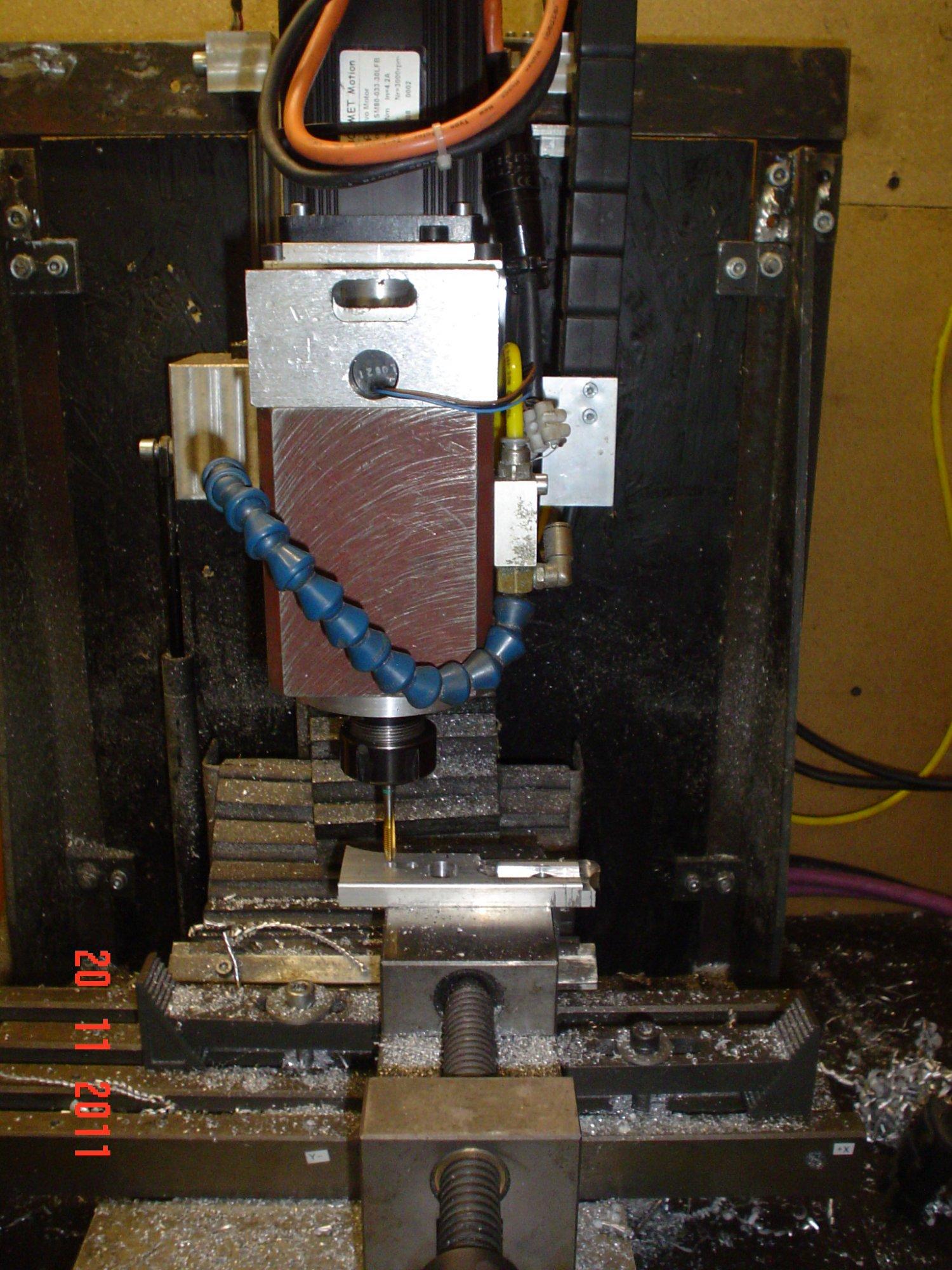
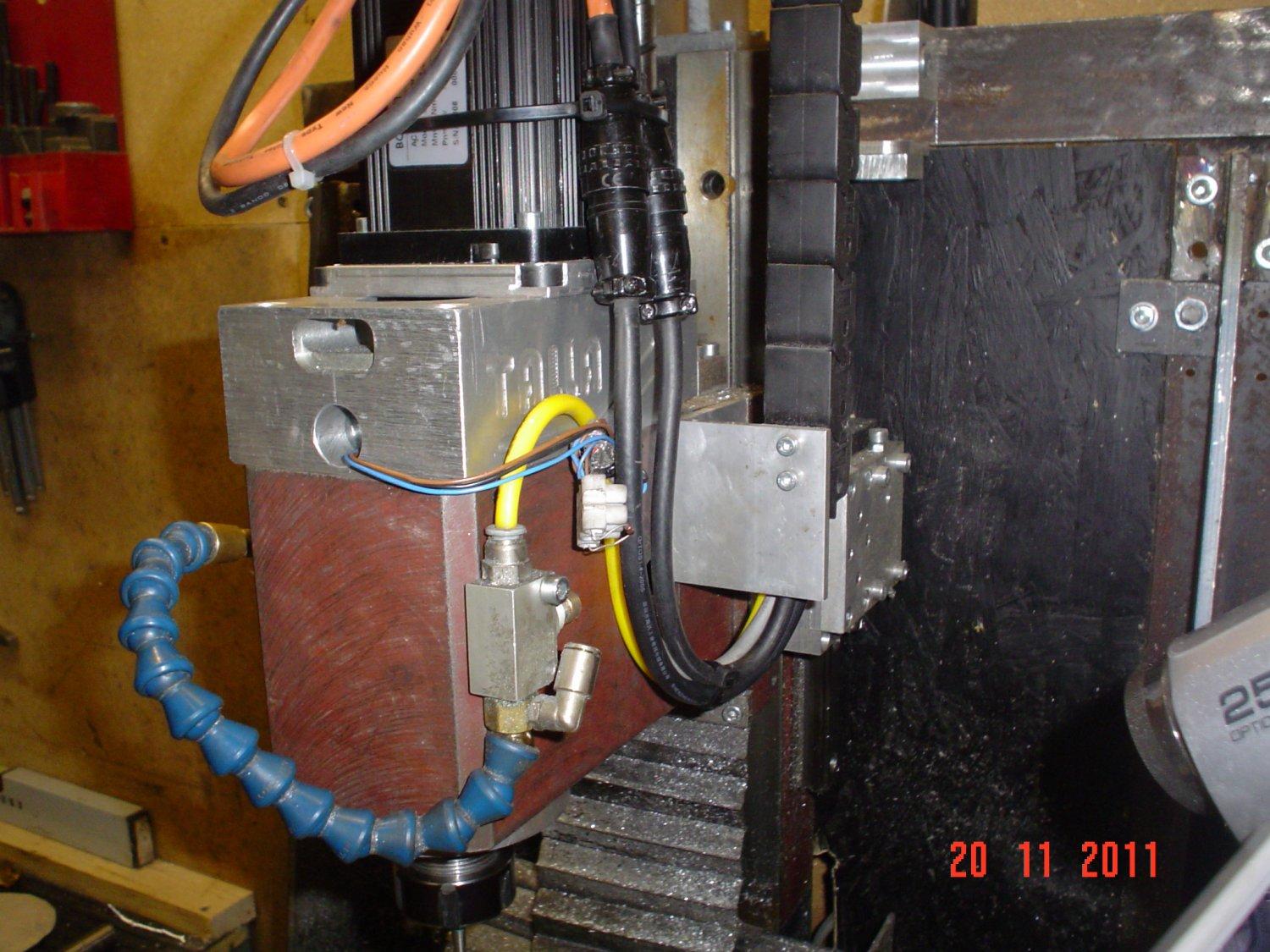
Heute möchte ich euch meinen Spindelantrieb vorstellen.
Mein Ziel war es ja ein Synchroner Spindelantrieb.
1. Modus Drehzahlsteuerung
2. Modus Positionssteuerung (z.B. für das Gewindeschneiden ohne
Ausgleichsfutter)
Mittlerweile bin ich schon ganz gut vorangekommen.
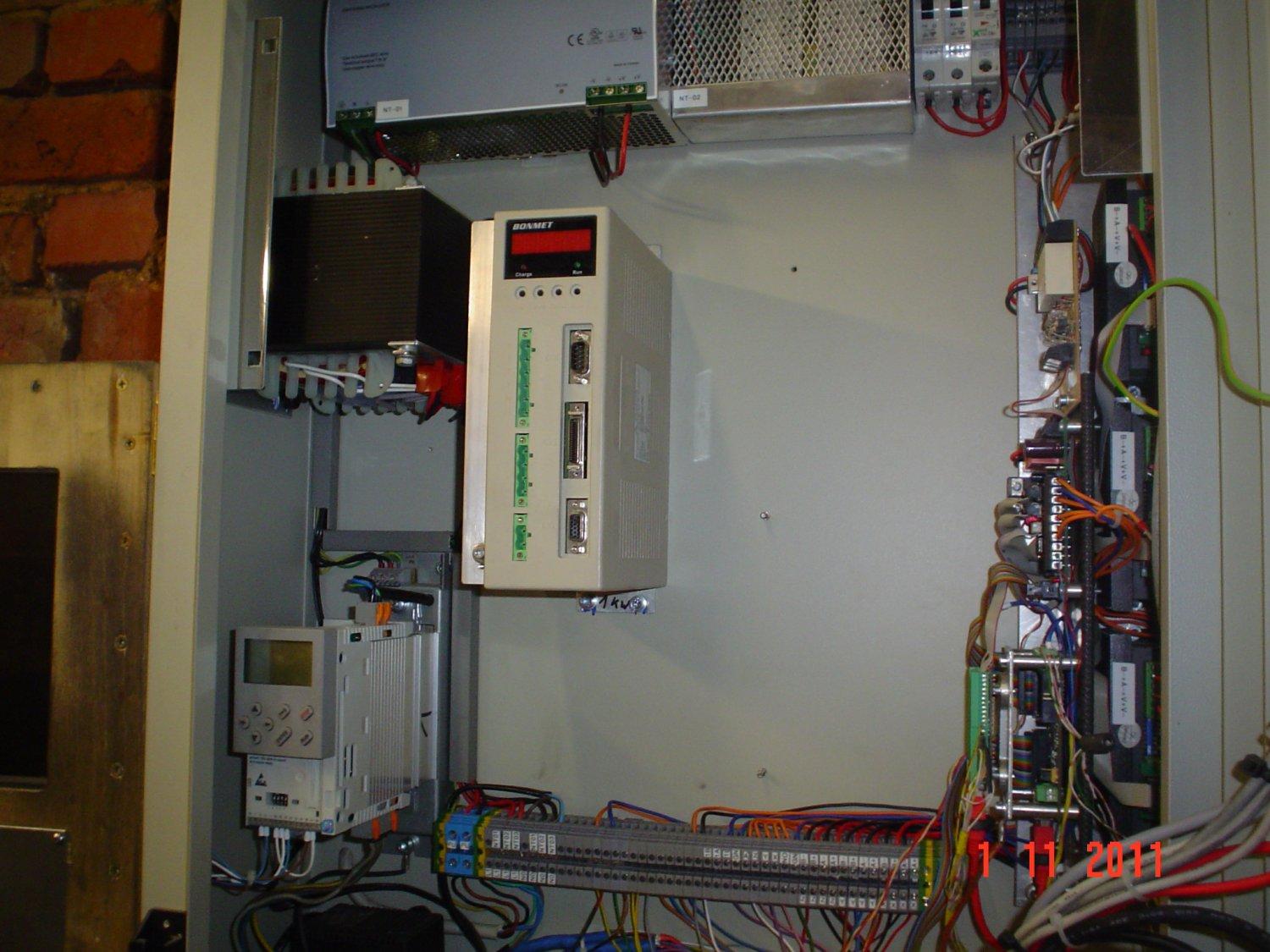
Zum Einsatz kommt ein 1 KW Bonmet Servosystem bestehend aus Motor und Servoumrichter.
Als erstes musste ich den Motor an mein Spindelgehäuse bringen.






Weiter geht es mit der Elektronik sowie die Verkabelung.

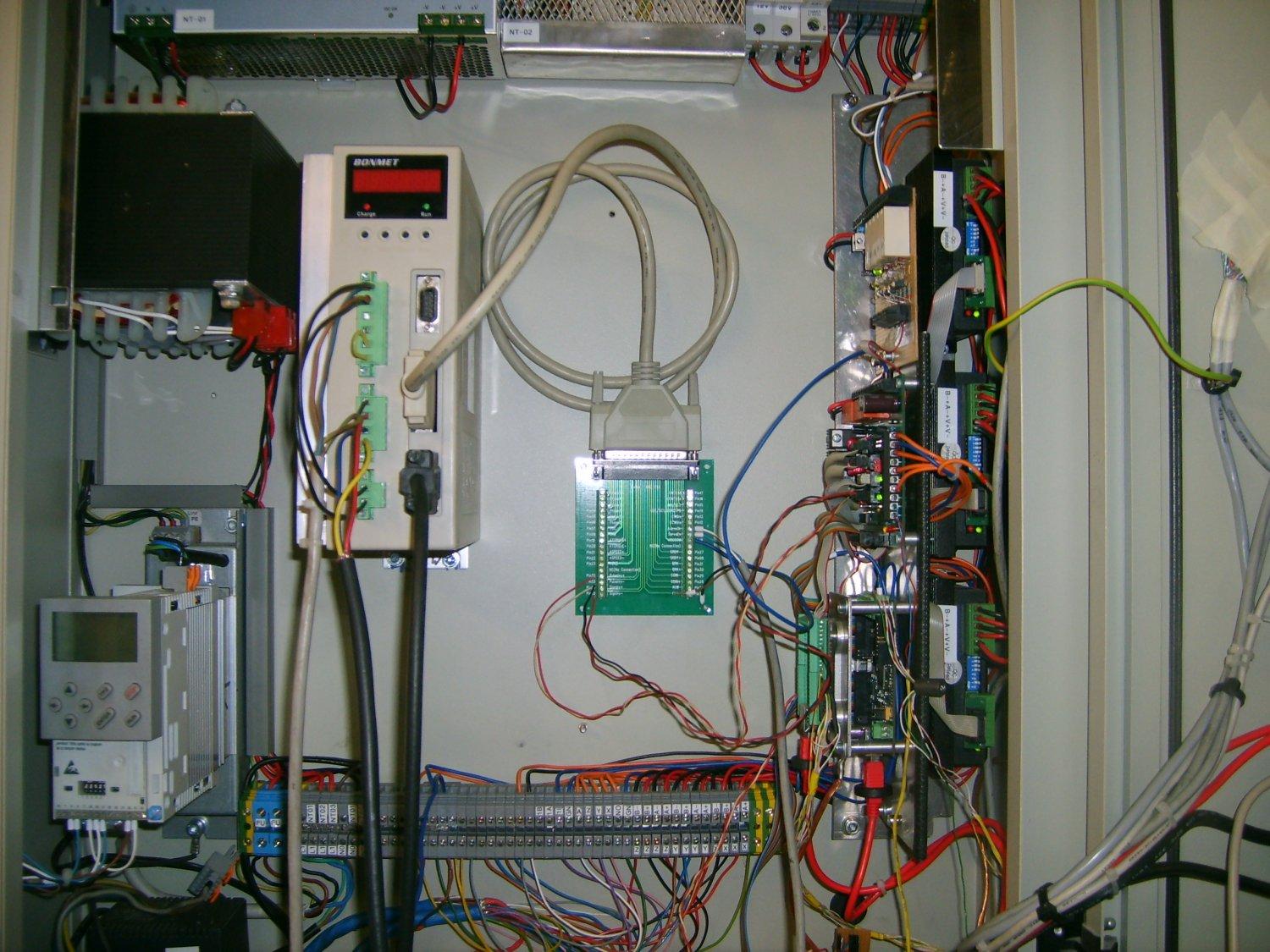



Danach ging es ans testen und ausprobieren.
Ich muss schon zugeben das es nicht so einfach ist ein Servosystem
inbetriebzunehmen aber bis jetzt steige ich ganz gut durch.


Um vom Spindelmodus in den Positionsmodus zu kommen hab ich 2 Makros
geschrieben.
Mit Hilfe des SwapAxis Befehls klappt das umschalten
sehr gut.
Zu guter letzt mal ein Video.
Ich hab Testweise Gewinde gebohrt. Dazu habe ich die Spindel als C-Achse
geschaltet und zusammen mit Z verfahren.
Ich habe mitten in der Bohrung das Poti
auf Null gestellt und bin anschließend problemlos weiter gefahren.
Aber seht selbst.
Noch ein paar Daten:
Motordrehzahl 3000 U/min ; Spindeldrehzahl von 0 bis 1875 U/min
Drehzahl- sowie Positionssteuerung erfolgt mit Step und Dir Signal.
Im Drehzahlmodus wird wie gewohnt mit dem S Befehl gearbeitet. Also M3 S1000 oder M4 S500.
Im Positionsmodus ist der S und die M3/4 Befehle unwirksam.
Direkt nach dem Umschalten wird die Spindel Referenziert und kann wie jede
andere Achse Programmiert werden. Zum Beispiel G0 C360 ,
dann dreht sich die Achse genau eine Umdrehung. Da ich diese Achse als endlos
deklariert habe kann man natürlich auch C3600 Programmieren somit dreht sie sich 10 mal.
Um bequem Gewinde zu schneiden habe ich ein kleines Makro
geschreiben.
-------------------------------------------------------------
' Gewindeschneiden
' #1 Sicherheitsabstand
' #2 Tiefe Inkremantal
' #3 Steigung
' #4 Drehzahl
Dim sa,ti,st,dz,vo,cax As
Double
SwapAxis(5,6)
While isMoving()
Wend
DoOemButton(1027)
sa = GetVar(1)
ti = GetVar(2)
st = GetVar(3)
dz = GetVar(4)
vo = dz * 360
ti = ti +
sa
cax = ( ti /
st) * 360
CODE("G91 G1 F"& vo &
"Z-" & ti & "C" &
cax)
CODE("G91 G1 F"& vo & "Z"
& ti & "C-" &
cax)
CODE("G90")
While isMoving()
Wend
ResetAxisSwap()
-------------------------------------------------------------
-------------------------------------------------------------
Im Programm sieht das ganze dann so aus.
%
G90 G0 X0 Y0 Z10
M98 P1
G90 G0 X10 Y0 Z10
M98 P1
M30
O1
M9005 #1=5 #2=20 #3=1 #4=350
;Sicherheitsabstand / Tiefe Inkremental / Steigung /
Drehzahl
M99
%
-------------------------------------------------------------
Beim Makroaufruf " M9005 #1=5 #2=20 #3=1 #4=350" übergebe ich
diverse Werte z.B die gewünschte Drehzal
mit der gebohrt werden soll.
Im Makro werden dann die entsprechenden Berechnung durchgeführt sowie die
eigentlichen Bewegungen.
Berechnung des Weges der C-Achse:
-Tiefe durch die Steigung mal 360-
Beispiel. (10mm / 2 ) * 360 = 1800 Gegenprobe 1800 / 360 = 5
Bei einer Steigung von 2 mm und einer Tiefe von 10mm muss die C-Achse sich
5 mal drehen.
Da im Positionsmodus die Geschwindigkeit mit F (mm/min) angegeben wird muss
ich diese auch berechnen.
- Drehzahl * 360 -
Beispiel. 200 U/min * 360 = 72000
Wenn nun Z-Achse und C-Achse mit Vorschub 72000 fahren entspricht das 200
U/min.
-------------------------------------------------------------